Formnext 2024 Frankfurt – New manufacturing methods for bikes and components
This article contains footnotes. It serves as an introduction and overview. If you are not familiar with certain terms or would like to find out the background to them, you will find it here (*1–*9).
Reading time: 12 minutes
🇩🇪 Deutsche Version lesen

While we have become accustomed to smooth carbon frames without weld seams, there is recently increasing variability in frame materials and manufacturing methods. Materials that had disappeared into niche markets are now coming back into the spotlight. Titanium and steel are experiencing a renaissance, not only as standalone materials but also in combination with carbon. Lugged frames and dreams of titanium and steel, reminiscent of the 80s and 90s, are drawing people to events like the Craft Bike Days. Trek presented a concept bike with a steel front triangle designed by industrial designer Kyle Neuser, Neko Mulally showcases every step of development live in the World Cup with Frameworks, Thadeus Tisch has also introduced a privately developed steel bike, and Atherton… Yes, Atherton has almost become "normal," with their combination of titanium lugs and carbon tubes. Anyone who closely follows the mountain bike scene will easily be able to identify a list of tinkerers, small and micro-manufacturers, numbering in the mid-double digits. So, why is this so remarkable right now?
3D Druck in der Fahrradbranche
After the COVID hiatus, there has been a resurgence of activity in the bike industry. Some manufacturing processes, which automakers have been considering for much longer, are suddenly becoming feasible for small-scale production. The doors to the possibilities of manufacturing a frame or a component have been kicked wide open. Fresh ideas in the bike industry are emerging and are ready to compete with established brands. At the Formnext trade fair in Frankfurt, the focus was on the latest technologies in the field of additive manufacturing methods. What most people colloquially refer to as "3D printing" is, upon closer inspection, much more complex and multi-layered (pun intended). Take a bit of time and dive into an overview of both old and new manufacturing methods, and how the combination of both will influence our beloved bicycles.
Entering the first hall, you were greeted by life-sized replicas/prints of Gundam, Ironman, and the latest characters from films and streaming series. The cosplay scene has long understood the potential of 3D printing for cost-effective realization in the hobby workshop. While these applications may seem far removed from bikes at first, one should not immediately dismiss these stands and walk past them. The demands on miniatures—not just from the 40K universe—are extremely high. Details like faces, armor, and/or pre-formed printed joints on miniatures are expected to be achievable. These requirements far exceed those of a bicycle frame, yet they are still relevant—not just in the field of prototyping.
The current highest resolution for resin printers (3D printers that use photopolymer resin) is strongly dependent on the technology used and the model of the printer. By 2024, there are already several high-resolution printers on the market offering exceptional detail accuracy.
Specifically, this means that resin printers (*1) can achieve up to 8K resolution in the XY-plane (with 16K on the horizon), and in the Z-axis, the layer height can be as fine as 0.005 mm (5 µm). (*2)
While these technologies are still primarily used in dental and other medical applications, they could become highly relevant for bikes, especially when considering hydraulic braking and suspension technology. Why exactly? More on that later, when we dive into the rapidly evolving resolutions of these systems.
3D-printing in the bike-industry
Filament – printed from the thread
Even today, bicycle development departments proudly showcase their 3D printers. These are often equipped with filament (*3) made of PLA (Polylactic Acid). As a result, the parts produced tend to appear relatively rough. The requirements for such prototypes don't focus on the best surface quality; rather, it's about quick prototyping. It's also important to realize that these examples represent just the tiniest tip of the iceberg when it comes to additive manufacturing. Other filaments allow for entirely different properties in the final part. For example, a chain guide or a pedal body would be printed with a material that has significantly higher impact resistance. What's exciting about this is that, in some cases, it can be realized on the same printer. There are many more variants of filaments, and while this raw material is constantly evolving, there are also various combinations that offer different properties.
What's particularly exciting is the direction of metal. Metal filament is also printed from spools. After printing, the part undergoes a heat treatment to burn out the binder material and achieve strength through sintering (*4). Filaments are continuously being developed and are capable of meeting a wide range of requirements. Smaller applications can already be found in items like mounts for Garmin devices, water bottles, tools, lamps, AirTag holders, and more. Printers for this material are quite affordable, with prices starting in the low hundreds of euros, making it accessible for cost-effective DIY projects in the hobby workshop. However, when it comes to dimensional accuracy, they lag the potential of other methods somewhat.

PLA filament is probably the most well-known base material. (Photo: Extrudr)
Resin – from liquid to solid object
When it comes to detail accuracy and precision, this technique has the lead. Unlike with filament, the workpiece is not melted, but rather cured. In this process, a laser focuses on a specific point in space or within a liquid. The so-called resin comes in various forms (*5), similar to filament. In the bike industry, we already have a range of products that are manufactured using this method.
Specialized, for example, uses a 3D-printed matrix for their so-called Mirror saddles, which can only be made with this technology. Together with features like carbon rails and a carbon base, this allows for product characteristics that offer greater comfort and precisely aligned functionality. But it doesn’t always have to be rubber-like or flexible. There are options for transparent resin and resin containing metal. This method can become expensive, but it can also create parts of such quality that they could easily be sold in the mass market. However, it is important to note in the bike industry that the cost per piece can be relatively high due to the cost of resin and printing time. If design is not specifically reliant on this method, it might make more sense to opt for other processes, such as injection molding (*6).
Bike grips, saddle shells, small parts, and even die-cast (*7) aluminum pedal bodies have become indispensable in the bike world. Since this method is already well-established, we won’t go into it in more detail here.




HeyGears offers resin for a wide range of applications, from dental to transparent and extra-durable parts.


PASTE – Laminated Object Manufacturing
Workpieces come with a wide variety of requirements, and these can be achieved through numerous manufacturing techniques. Forging, CNC milling, and laminating are just a few methods, but one particularly interesting process is Laminated Object Manufacturing (LOM). This method involves applying metal paste to a workpiece carrier and processing it in multiple layers, and it has proven especially useful for creating complex, dense metal components.
The LOM process starts with the application of a thin layer of metal paste onto the surface of a workpiece carrier. This paste is composed of metal particles suspended in a binder. Once the paste is applied, the layer is then heated in an oven or subjected to another sintering mechanism. The heat causes the metal particles to bond together, and as a result, the paste hardens into a solid layer. Once the first layer is hardened, another layer of metal paste is applied on top and sintered again. This process is repeated, layer by layer, until the final component is fully formed.
This layer-by-layer approach allows for the creation of thicker parts with high material density, which is one of the key advantages of LOM over other 3D printing methods. Unlike some other techniques, LOM can produce metal parts that are not just detailed, but also have a high structural integrity due to their density. This makes it especially well-suited for prototyping or producing small batches of high-performance parts, such as those used in the automotive or aerospace industries. For instance, the method could be used to create a durable component like a bike frame part or a highly intricate bracket that requires both strength and precision, but also has complex geometries that would be difficult to achieve with traditional manufacturing methods like casting or forging.
One of the significant benefits of LOM lies in its ability to bypass traditional, labor-intensive manufacturing processes like CNC machining or metal casting. While these methods often require expensive tooling, large-scale machinery, and a considerable amount of time, LOM allows you to produce metal components more efficiently and at a lower cost. For example, in the context of bicycle manufacturing, where parts like pedal bodies or frame components might require high precision and strength, LOM offers a cost-effective solution for creating prototypes or small production runs without the need for expensive molds or machining tools.
Moreover, LOM is particularly advantageous when dealing with parts that need to have uniform density and material properties throughout, as the sintering process ensures that the metal particles are thoroughly bonded and the final piece has consistent strength across its entire structure. This is crucial in applications where strength-to-weight ratios are important, as it ensures that the part performs as expected stressed and strain. For example, a high-performance bike part made using LOM would have the strength to endure the stresses of mountain biking or road racing, but would also benefit from reduced weight compared to traditionally machined parts.
However, one limitation of LOM is its relatively slow processing time, especially for larger components, since each layer must be carefully sintered. This can make it less suitable for mass production compared to other methods like injection molding (6). Yet, for specialized, high-density parts that require precision, LOM remains a valuable option.
Powder – Laser turns soft into solid
Unlike the other methods mentioned, this process uses a powder as the base material. Later, we'll delve deeper into this technique and how Atherton Bikes applies it with titanium. However, steel and other metals are also possible. Similar to the resin process, a precisely focused laser sinters the powder. After each layer is completed, the next layer of powder is applied, and the laser starts to fuse the new layer, continuing in this manner until the final component is built.
The advantage of this method is the ability to form complex structures within hollow bodies that would be impossible with subtractive manufacturing methods. Depending on the surface requirements, additional post-processing steps like CNC machining may be necessary to add contact and mounting points for a headset, bearings or threads.
The orientation of the workpiece within the machine plays a crucial role. Support structures are sometimes required to ensure shape stability during the printing process. The temperature during the laser sintering process is also important, and companies like Trumpf and Renishaw are continuously working on optimizing pre-print simulations to avoid unwanted results and ensure the part meets the required specifications before it leaves the machine.

Atherton Bikes uses titanium powder in this process. After printing, bearing seats are further processed using CNC machining to ensure precise fit and surface quality.
While titanium is relatively expensive as a material, there are also more affordable options like steel and aluminum. However, parts made from sintered aluminum and steel powder are not yet relevant for mass production of bicycles and components. For most parts, traditional forged components (*9) are more cost-effective and offer better material properties right off the production line.
That said, it's worth keeping an eye on smaller manufacturers, enthusiasts, and makers of concept bikes. As mentioned earlier, there is a renewed fascination with aluminum, steel, and titanium in the core mountain bike scene. For individualists, these bikes present an exciting alternative to what the big brands offer in carbon frames. Even though the new metal frames are often heavier, they bring ride qualities that should not be overlooked.
Carbon, through careful planning of the frame shape, number of layers, fiber material and fiber orientation, can have a significant influence on ride characteristics. When you compare the frequencies and flex properties of carbon with those of a steel frame, things get interesting. While steel and titanium have historically been known for being more forgiving and easier on the rider due to their flexibility, reducing this down to just these characteristics oversimplifies the matter.
Few of us have had the privilege of riding two frames with identical geometry, made from two different materials. Some might have had the chance to ride two bikes from the same category (e.g., Enduro or All-Mountain) but from different brands. Generally, it's clear that differences are already noticeable when comparing two different carbon frames on the trail. Each brand interprets the handling characteristics of their bikes in their own way. The differences become even more pronounced when switching from carbon to steel. While some riders greatly appreciate the flex of steel, others might be confused by the handling when cornering or riding over roots and bumps. Steel tends to twist more than carbon, and that can bring both advantages and drawbacks.
This trend is now being showcased by Trek with the concept bike designed by industrial designer Kyle Neuser. He created a steel version of the TopFuel.

Sleek, slim, elegant. (Photo: Trek)


As mountain bikers, we don't just want to see what the big manufacturers come up with when they jump on the bandwagon. We want to see the truly new ideas. What unites us is our passion for the tinkerers, the ones who think completely outside the box and have the heart and soul to bring those ideas to life on a bike. Thadeus Tisch (Instagram: @thadeustisch), who works for Norco in his day job, has brought his vision of a steel park bike to life. It's best to quote him directly here:
„This is my home made Singlespeed Park Bike. It is rather short travel with 160mm/R and 170mm/F and made from 3D printed 309L parts and CrMo tubes. The main goal as always is to make the bike as silent as possible, so for a singlespeed drivetrain the belt drive was an obvious choice. Some parts are still placeholders and I don’t have a weight yet. “
In the end, such a bike often ends up costing about as much as an off-the-shelf model. The question of pure financial sense doesn’t really arise. After all, you also have to invest your evenings and weekends. The simple truth is that these bikes don't exist on the market, and with new manufacturing possibilities, the threshold to embark on such a project has been significantly lowered.

Thadeus used 3D-printed steel parts for the complex components of his concept bike. He then welded these himself to the remaining steel tubes. (Photos: Thadeus Tisch)



Not only from a manufacturing perspective, this is a fascinating project. (Photo: Thadeus Tisch)
Lugged frames? Old-school or new-school?
In 2013, something began in Monmouth with Robot-Bikes that initially sounded like science fiction with a retro twist. Former Dirt Magazine editor Ed Haythornthwaite, Andy Hawkins, and Ben Robarts-Arnold had a vision. They wanted to transfer futuristic manufacturing techniques from the aerospace industry to bicycles.
Connecting tubes with lugs is almost as old as cycling itself. Whether it was on soldered racing bike frames around 1880 by Alexandre Leduc, the lugged vision of the future by Kestrel in the late 1980s, or later in 1998 with the GT DH Lobo, the technique has a rich history. Anyone who hasn't seen it all should be ready to dive deep into the rabbit hole of cycling history for a few hours.
Robot-Bikes became Atherton Bikes in 2018. Rachel, Gee, and Dan Atherton took the possibilities of additive manufacturing with titanium lugs "printed" on Renishaw machines to the next level, expanding their portfolio to include a pure yet also lugged aluminum bike. The "A Range" refers to the "additive bikes" (printed), while the "S" range covers the "subtractive" ones (CNC-milled).
The concept of lugging tubes seems to be catching on. It makes prototyping a bike frame significantly more affordable, as the overall effort is reduced. With the option to use less expensive powders like steel—and its growing popularity among smaller companies and tinkerers—it’s also possible to completely forgo carbon. Printed metal parts can be welded to regular tubes. A print process also requires a so-called pre-stage, where the file is prepared for the printer. However, this stage is generally less complex than preparing it for a CNC machine.

Atherton combines CNC-machined aluminum parts with aluminum tubes or 3D-printed titanium lugs with carbon tubes. (Photo: Atherton-Bikes)
Finite-Elemente – Reduced to the max
When you consider selective laser sintering and combine it with finite element software (*8), entirely new shapes and possibilities emerge. At Formnext, highly optimized vehicle components, race drone frames, and even bicycle pedals were on display. The software performs complex physical calculations that influence the shape of the component. This was impressively demonstrated at the trade show, whether for rocket engines or mountain bikes.
What's particularly exciting is the fact that the shapes are completely organic, highlighting parallels to biomechanics.
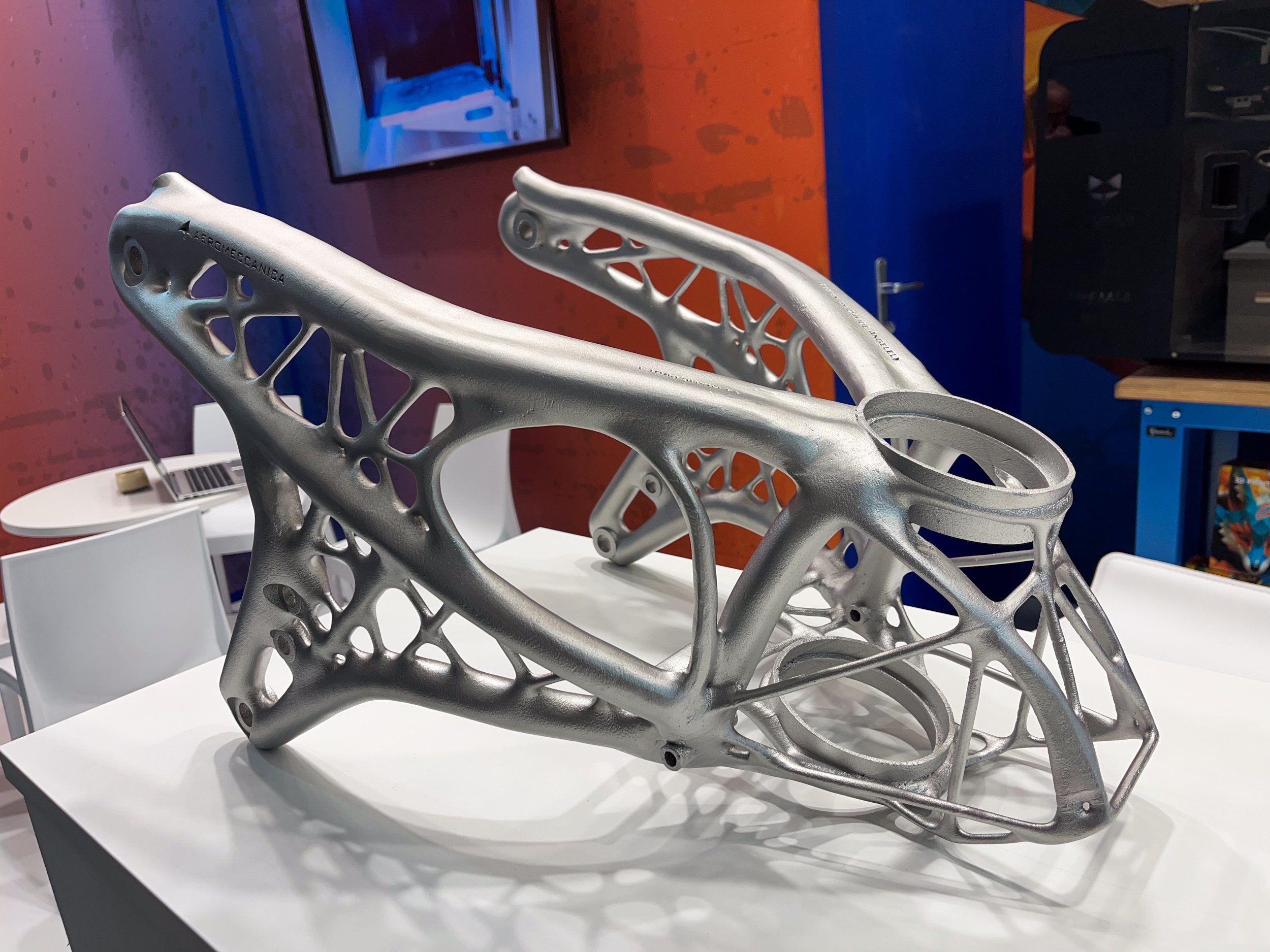
It's no coincidence that these components resemble bone structures. Both are highly optimized for a ratio of weight to strength.
Why is biomechanics so exciting for bicycles?
Every living organism has certain physical abilities that are adapted to its specific habitat. These abilities solve problems through mechanics. In simpler terms: the mechanical properties of bones, muscles, tendons, and ligaments must be understood thoroughly and incorporated into finite element models. Nature has managed to "build" highly optimized structures. Depending on the direction of stress, these structures have different mechanical properties and respond to loads in varying ways.
In biomechanical research, the specific material properties of these tissues, such as tensile strength or bending stiffness, are studied, and the data gathered is directly incorporated into FE calculations. By removing material where the loads are lower and adding material where higher forces are at play, bone-like shapes emerge.
Not a gram too much and not a gram too little. Weight-optimized for the intended purpose. Exactly what we are constantly searching for in bike development.

An example of when optimization through FE is taken to the extreme. Will bikes soon look like this?
What does this mean for the future of bicycle development?
The combination of technologies such as biomechanics, finite element calculations, additive manufacturing, and the development of new materials will significantly impact the functionality and appearance of bikes and components.
By using FE calculations, bikes can be precisely and individually tailored to the physical and riding requirements of users, optimizing frame geometries and load distribution.
At the same time, additive manufacturing enables the creation of complex, lightweight, and functional structures that would not be possible with traditional manufacturing methods. Materials like carbon fibers or metal matrix composites generate lighter and simultaneously stronger components.
Overall, the integration of all these technologies will lead to lighter, more efficient, and more ergonomic bicycles. Bikes will become more efficient while simultaneously improving comfort and safety.
Welcome to the future, and it’s happening right before our eyes.
Appendix Links
-
A resin 3D printer (also referred to as a resin printer) uses stereolithography (SLA) or similar technologies to create precise three-dimensional objects layer by layer from a liquid, light-sensitive resin. The printing process relies on the work of light sources (often UV light) that harden the resin once it is exposed. Here’s a detailed explanation of how the process works:
1. Preparing the Print File
Before the printing process begins, the 3D model of an object is converted into a format understood by the resin printer (usually .STL or .OBJ). This file is then sliced into layers, using slicing software (such as Lychee Slicer, Chitubox, or Photon Workshop) to segment the print file and determine the optimal print settings, like layer height and exposure time per layer.
2. Filling the Resin Tank
The printer is equipped with a tank (often called the resin vat), which is filled with liquid resin. The resin is light-sensitive and hardens when exposed to ultraviolet (UV) light or a laser beam. Depending on the printer, the resin can also come in various colors and formulations, such as standard resin, flexible resin, or fast-drying resin.
3. The Exposure Source
The type of exposure source varies depending on the 3D printer technology:
LCD-based printers (such as many modern FDM resin printers): An LCD panel with many small pixels is used as the light source. This panel illuminates the entire print area or just small sections, depending on the layer. It is backlit by a UV light source to cure the resin.
Laser SLA printers: In this variant, a laser beam is used to direct light with high precision onto the resin. The laser hardens the resin at specific points on the model to build the object layer by layer.
4. The Printing Process
The printing process itself occurs layer by layer:
Layer by Layer: The printer starts with the first layer, applying the resin onto the surface of the resin vat. In an LCD printer, the entire layer is exposed all at once; in a laser SLA printer, the laser is directed point by point along the layer.
Curing by Light: Once the resin is exposed to light, it hardens. This curing happens quickly, as the resin is highly light-sensitive and immediately hardens when exposed to UV light.
Lowering the Print Platform: After one layer has hardened, the print platform is slightly lowered to create space for the next layer. This process repeats, with each layer being printed on top of the previous one.
5. Support Structures
Since many 3D-printed objects have overhanging parts or complex geometries, the printing process often requires the use of so-called support structures. These structures are generated in the software and provide temporary support for parts of the model that cannot be supported by the print platform during the print. After printing, these support structures are removed, resulting in a clean surface.
6. Post-processing
After printing, the object is not yet fully finished and requires post-processing:
Cleaning: Since the models are printed with liquid resin, they need to be thoroughly washed in a solvent (such as isopropyl alcohol) to remove any excess resin.
Curing: After cleaning, the models need to be further cured in a UV curing unit or under a direct UV light source. This ensures that the model reaches its final hardness and strength.
7. Finished Model
After full curing, the resin model is robust, detailed, and ready for use or further processing. Depending on the resin used, it may be further worked on, such as sanding, painting, or coating.
Advantages of Resin Printing:
High Detail Accuracy: Resin printers typically offer much higher resolution and detail accuracy than traditional FDM printers, making them ideal for applications like jewelry, dentistry, model building, or miniatures.
Smoother Surfaces: Since the resin is in liquid form, the printed surfaces are smoother, requiring less post-processing.
Complex Geometries: Resin printers are especially good at printing intricate, delicate structures that would be difficult to achieve with other technologies like FDM.
Disadvantages of Resin Printing:
Odor and Chemicals: The liquid resin can have an unpleasant odor and is chemically irritating, so proper ventilation is necessary.
Slow Printing Times: Resin printers are typically slower than FDM printers, especially when printing with high detail.
Post-processing Required: Models need to be washed and cured after printing, which adds extra steps and time to the process.
Conclusion
In summary, resin 3D printers are an excellent choice for precise, high-resolution prints with complex geometries and smooth surfaces, but they also require detailed post-processing and are more expensive to operate than some other 3D printing methods.
-
The currently highest possible resolution of resin printers (i.e., 3D printers that use photopolymer resin) heavily depends on the technology being used.
XY Resolution (Horizontal): The best currently available XY resolution is around 2K to 7K for common consumer printers, with 7K increasingly becoming the standard for high-resolution printers. This means that the resolution of individual pixels in the print area is very fine.
Some of the most advanced machines, such as the Anycubic Photon Ultra (7K), already achieve very high precision in the XY plane.
Z Resolution (Vertical): In the Z-axis (i.e., layer height), modern resin printers can achieve very fine steps ranging from about 0.01 mm to 0.025 mm. Some machines even allow layer heights as fine as 0.005 mm (5 micrometers), enabling extremely detailed surfaces.
Top Models and Their Resolutions:
Elegoo Mars 4K/6K/8K: These printers offer high resolutions in the XY plane and are very popular among hobbyists.
Phrozen Sonic Mega 8K: A printer with an 8K resolution and a layer height of 0.01 mm, well-suited for larger parts.
Anycubic Photon Mono X 6K and 7K: These printers offer very high precision for detailed prints.
Prusa SL1S: A professional resin printer with a resolution of 2560 x 1620 (2K), but with a very high layer height and exceptional detail accuracy.
Technological Developments:
The development of resin printers with higher resolutions is ongoing. Some companies are working on printers that could even reach 16K or more, but these are not yet widespread or in widespread use.
Summary: Currently, the highest achievable resolutions for the XY axis are about 7K to 8K, and for the Z axis, 0.005 mm to 0.01 mm. These printers can produce extremely detailed and precise parts, which are ideal for demanding applications like jewelry making, dentistry, and fine model building.
-
Filament is the term used for the material that is used in FDM (Fused Deposition Modeling) or FFF (Fused Filament Fabrication) 3D printers. It consists of a long, thin spool or roll of plastic, which is fed into the printer, where it is melted through a heated nozzle and processed layer by layer to create a three-dimensional object. Filament is available in various material types and grades, each with different properties and applications.
Types of Filaments:
Filaments come in different materials, and each material has its own characteristics in terms of strength, flexibility, temperature resistance, and ease of processing. Here are the most common filament types:
PLA (Polylactic Acid)
Properties: PLA is the most widely used filament in 3D printing. It is made from renewable resources such as cornstarch or sugarcane and is biodegradable (under industrial composting conditions). PLA has a low shrinkage rate, preventing warping, and is easy to print.
Advantages:
Easy to print
Low odor
More environmentally friendly than many other plastics
Good surface quality
Suitable for prototypes, models, and decorative objects
Disadvantages:
Low temperature resistance (melts at around 60–65°C)
Less robust and more brittle than other materials
ABS (Acrylonitrile Butadiene Styrene)
Properties: ABS is a tough, durable plastic commonly used in the automotive industry and for manufacturing toys like LEGO. It has higher temperature resistance than PLA and is significantly more stable.
Advantages:
High strength and toughness
Good heat resistance (up to about 100°C)
Resistant to chemical influences
Disadvantages:
Prone to warping upon cooling
Requires a heated print bed and printing environment (ideally a heated print bed and an enclosed printing space)
Strong odor during printing
PETG (Polyethylene Terephthalate Glycol)
Properties: PETG is a very resilient material that combines the advantages of PLA and ABS. It is flexible, tough, durable, and has better temperature resistance than PLA.
Advantages:
Easy to print, low warping tendencies
Good chemical resistance (e.g., to water and acids)
Available in transparent or various colors
Disadvantages:
May exhibit some stringing (thread formation)
Slightly less stiff than ABS
TPU (Thermoplastic Polyurethane)
Properties: TPU is a flexible filament that is ideal for creating rubber-like parts, such as seals, shock absorbers, or phone cases.
Advantages:
High elasticity and flexibility
Abrasion-resistant and resistant to oils, fats, and chemicals
Good impact resistance
Disadvantages:
Difficult to print, requires precise print settings and a slow printing speed
Higher demands on the extruder due to its flexibility
Nylon (Polyamide)
Properties: Nylon is a very strong, tough material with excellent strength and wear resistance. It is commonly used for functional parts like gears, locks, bearings, and other mechanical components.
Advantages:
High strength and toughness
Very durable and wear-resistant
Good chemical resistance
Disadvantages:
Tends to absorb moisture from the air, which can affect printing quality
Requires high print temperatures and a heated print bed
More expensive than PLA and ABS
HIPS (High Impact Polystyrene)
Properties: HIPS is a robust, impact-resistant material commonly used as support material for ABS prints, as it can be dissolved in limonene.
Advantages:
Good impact resistance and stability
Low warping and good finish
Disadvantages:
Strong odor during printing
Requires high print temperature and a heated print bed
PVA (Polyvinyl Alcohol)
Properties: PVA is a water-soluble material that is commonly used as support material for complex structures and overhangs, especially in combination with other filaments like PLA. It can be easily dissolved in water after printing.
Advantages:
Ideal for creating support structures that can be easily removed later
Environmentally friendly and biodegradable
Disadvantages:
More expensive and harder to print than other materials
Hygroscopic – must be protected from moisture as it can cause printing issues
Polycarbonate (PC)
Properties: Polycarbonate is an extremely strong and heat-resistant material used for manufacturing robust, durable parts. It has high impact resistance and temperature resistance.
Advantages:
Very high strength and heat resistance
Good optical clarity (when transparent)
High resistance to chemicals and physical influences
Disadvantages:
Very challenging to print (requires high temperatures)
Prone to warping, so a heated print bed and an enclosed printing space are necessary
Wood Filament
Properties: Wood filament is a mixture of PLA and wood particles, enabling the printer to create objects that look and feel like real wood.
Advantages:
Authentic wood appearance and feel
Can be post-processed, such as sanding or painting
Disadvantages:
Can be more difficult to print than pure PLA
Causes wear on the print head due to the wood particles
Metal Filament
Properties: Metal filaments are a blend of PLA and metal particles (e.g., brass, copper, aluminum). They offer the aesthetics and weight of metal while maintaining the processing ease of PLA.
Advantages:
Looks and feels like real metal
Can be polished and processed
Disadvantages:
Wear on the extruder due to the metal particles
More challenging to print than regular PLA
-
Sintering of Metal Filament is a process commonly used in the production of 3D printed metal parts. It is a heat treatment process where a metal filament (typically a mixture of metal particles and a binder such as plastic) is heated to high temperatures after printing to solidify the metal and remove the plastic components. The sintering process itself is crucial to achieve the final strength, density, and mechanical properties of the printed metal object.
1. Printing with Metal Filament
At the beginning of the process, metal filament is used, which typically consists of a mixture of metal particles (e.g., stainless steel, bronze, or copper) and a thermoplastic binder. This filament is fed into an FDM/FFF 3D printer to print the part layer by layer. At this stage, the printed object does not yet have the properties of a true metal part, as the binder (often a plastic like PLA or a special polymer) holds the metal particles together.
The result of the printing process is a "green" part (so named because it still needs further processing), which has relatively low density and strength, as the plastic component is still present.
2. Debinding (Binder Removal)
After printing, the "green" metal object undergoes an initial process called debinding. In this step, the binder (the plastic) is removed, typically by heating the part in a special debinding furnace. At this temperature, the plastic either melts or vaporizes, exposing the metal particles.
The debinding process is critical, as the complete removal of the plastic is necessary to make space for the metal particles to fuse together in the next step of sintering. The debinding process can take anywhere from several hours to a few days, depending on the size and complexity of the part, as well as the type of binder used.
3. Sintering
Once the binder has been removed, the metal part undergoes a sintering process. This involves heating the object in a high-temperature furnace to a temperature below the melting point of the metal, but high enough for the metal particles to fuse and form a solid, dense structure.
Sintering Temperature: The temperature is typically around 80–90% of the melting point of the metal used, which for stainless steel is about 1300–1400°C.
Process: During sintering, the metal particles move closer together due to the high temperature, causing them to fuse. A diffusive bonding occurs where atoms from adjacent particles merge into a common structure. This process results in a significant increase in density and strength of the part.
Porosity: After sintering, some porosity remains in the material, as not all metal particles can fuse completely. This porosity may be acceptable for certain applications, but it can be reduced through post-processing (e.g., additional sealing treatments or casting).
4. Cooling and Post-Processing
After sintering, the part is slowly cooled to avoid stresses and deformation. The sintered metal part now has the mechanical properties of a true metal part, including strength, density, and temperature resistance required for many industrial applications.
However, in many cases, the sintered metal part is not immediately fully functional. Additional post-processing may be necessary to achieve the desired surface or shape:
Grinding or Polishing: To smooth the surface or improve surface quality.
Heat Treatments: For increased strength or hardness (e.g., hardening or tempering).
Surface Finishing: For example, galvanizing or anodizing to achieve corrosion resistance or an aesthetic surface.
5. Uses of Metal Filament
Metal filaments are mainly used for prototyping, end-use parts, or specialized applications where metal properties are required. The most common applications include:
Tools and machine parts
Jewelry and art objects
Functional parts in the automotive and aerospace industries
Specialized components in electronics and medical technology
Advantages of Sintering Metal Filament:
Cost-effective Production: 3D printing with metal filament provides a more cost-effective method for manufacturing metal parts compared to traditional metalworking techniques like casting or milling, especially for small quantities or complex geometries.
Design Freedom: 3D printing allows the creation of complex, irregular geometries that would be difficult or impossible to produce with conventional manufacturing techniques.
Reduced Material Waste: Compared to milling or casting, 3D printing metal parts produces much less material waste.
Disadvantages of Sintering Metal Filament:
Porosity: Sintering often results in some porosity in the material, which can affect the strength and density of the final part. Depending on the application, additional steps may be needed to minimize this porosity.
Cost and Time: The entire process, from the 3D printing phase to the debinding and sintering steps, can be time-consuming and costly, especially for larger or more complex parts.
Print Preparation: Printing with metal filaments is challenging and requires special 3D printers with a robust hotend and heated print bed. Sintering also requires specialized furnaces, significantly increasing the initial cost of metal 3D printing.
-
In 3D printing with resin (liquid, light-sensitive resin), there is a wide variety of resin types, each optimized for different applications, requirements, and printing techniques. These resins differ in mechanical properties, curing speeds, and other factors like flexibility and temperature resistance. Here’s an overview of the most common resin variants in 3D printing:
1. Standard Resin (All-Purpose Resin)
Properties:
Standard resins are the most commonly used materials in 3D printing. They offer a good balance of detail accuracy, surface quality, and print speed. They are ideal for general-purpose applications and are particularly suitable for prototyping and model making.Uses:
Model building, prototypes, visual models, jewelry, architecture.Advantages:
Easy to handle and provides good print results
Widely available and cost-effective
Good surface quality
2. DLP/LCD Resin (High-Detail Resin)
Properties:
These resins are specifically designed for DLP (Digital Light Processing) and LCD-based printers, which offer higher resolution and detail accuracy. They provide even finer surface quality than standard resin and are suitable for precise prints.Uses:
Fine details in models, miniatures, jewelry, dental applications.Advantages:
Higher detail accuracy and better surface quality
Ideal for applications where precision is key (e.g., dental and jewelry manufacturing)
3. Tough Resin (High Strength Resin)
Properties:
Tough resins offer high impact resistance and flexural strength, making them an excellent choice for functional parts exposed to mechanical stresses. They are more robust and less brittle than standard resin.Uses:
Functional prototypes, technical parts, test pieces for mechanical stress.Advantages:
High strength and resistance to impacts
Better mechanical properties than standard resin
4. Flexible Resin
Properties:
This resin is elastic and rubber-like, allowing the printing of flexible and stretchable objects. It has similar properties to rubber and is available in various hardness levels, depending on how flexible the printed object needs to be.Uses:
Seals, shock absorbers, flexible models, rubber parts, phone cases.Advantages:
High elasticity and flexibility
Ideal for soft, rubber-like parts
Disadvantages:
More challenging to print than standard resin
Can have a tendency to "string" (forming unwanted threads during printing)
5. Heat-Resistant Resin
Properties:
These resins are formulated to better withstand high temperatures without melting or losing their strength. They are ideal for applications where parts are exposed to high temperatures or thermal stress.Uses:
Parts for engines, seals, components in machinery or automotive industries.Advantages:
Very high temperature resistance
Stability at high temperatures
Disadvantages:
More difficult to print than standard resin
6. Medical-Grade Resin (Biocompatible Resin)
Properties:
These specialty resins are biocompatible, meaning they can be used in applications where 3D-printed parts come into contact with the human body, such as medical devices or implants. They are safe for direct contact with skin or other tissues.Uses:
Dental applications (e.g., dental prostheses, models), orthotics, medical models.Advantages:
Biocompatibility
Sterilizable
Disadvantages:
Higher cost compared to standard resin
7. Translucent (Transparent) Resin
Properties:
This resin comes in transparent or clear variants, enabling the creation of objects with a clear, glass-like surface. It is also suitable for printing transparent models.Uses:
Lighting fixtures, optical models, artistic applications, model building.Advantages:
Glass-clear surface quality
Can be used for light-transmitting parts like lamps or displays
Disadvantages:
Requires careful post-processing to maintain clarity
8. Castable Resin
Properties:
Castable resin is specifically designed for 3D printing jewelry models that will be used in casting. It leaves no residue after processing and can be easily used for creating metal molds in jewelry manufacturing.Uses:
Jewelry manufacturing, especially for lost-wax casting (precious metal casting).Advantages:
Can be used for casting in precious metals
Leaves no residue or ash after burnout
Disadvantages:
More expensive than standard resin
9. Metal-Filled Resin
Properties:
These resins contain a mixture of metal particles (such as brass, copper, bronze) and resin. They provide a metal-like appearance and feel and are suitable for decorative or functional parts where the look of metal is desired.Uses:
Jewelry, artwork, decorative parts, mechanical components with a metal look.Advantages:
Metal-like appearance and feel
Suitable for decorative applications
Disadvantages:
More expensive than standard resin
Higher wear on machines due to metal particles
10. Fast-Curing Resin
Properties:
This resin cures especially quickly, speeding up the printing process. It is suitable for applications where time savings are important, but precision is still required.Uses:
Prototyping, models, fast production of parts.Advantages:
Very short exposure times and faster print process
Ideal for applications with high throughput requirements
Disadvantages:
May have lower surface quality than slower-curing resins
11. Epoxy Resin
Properties:
Epoxy resin provides excellent adhesion properties and is particularly durable, robust, and resistant to many chemicals. It is often used in applications where additional mechanical strength and resistance are required.Uses:
Technical prototypes, industrial parts, models for mechanical testing.Advantages:
Very durable and resistant to chemicals
Good mechanical properties
Disadvantages:
Can be expensive and more difficult to process
These various resin variants offer a broad range of possibilities for specialized applications in 3D printing, enabling the creation of objects with exceptional mechanical properties, appearance, and functionality. Depending on the specific requirements of the project, the appropriate resin can be chosen to achieve the best results.
-
Injection molding is a highly efficient and widely used manufacturing process, particularly for mass production of plastic parts. The profitability of the process depends on various factors, but the quantity of parts to be produced plays a crucial role.
At What Quantity Does Injection Molding Become Economically Viable?
In general, injection molding becomes particularly cost-effective for medium to large production volumes. The reason lies in the high one-time costs for tooling and setup (e.g., for manufacturing the injection mold), which quickly amortize as the production volume increases. A rough guideline for profitability is as follows:
From 10,000 to 50,000 units per year, injection molding can be economically viable.
From 100,000 to 1 million units per year, it usually becomes highly profitable, as the unit costs decrease significantly.
However, this number can vary depending on factors such as the complexity of the product, the material used, the cost-effectiveness of mold manufacturing, and the speed at which the product can be produced.
Why Does Injection Molding Become Profitable at Higher Quantities?
High Production Speed:
Injection molding is a very fast process. A simple part can be molded in just a few seconds or minutes, leading to high production rates. An injection molding tool can produce thousands of parts per year, which allows the investment in the mold to pay off quickly.Low Unit Costs at High Volumes:
Although tooling (mold) costs are high, the unit costs decrease significantly with increasing production volumes, as the fixed costs are spread over a larger number of parts. This makes injection molding more cost-effective than many other manufacturing processes at large quantities.Automation and Reproducibility:
The injection molding process is well-suited for automation. Once the tool is set up, many parts can be produced with high repeatability and minimal labor. This means that the labor cost decreases as the production volume increases.Scalability:
Injection molding is highly scalable. If demand for a product increases, the number of machine runs or molds can be quickly adjusted without proportionally increasing production costs.
Factors Influencing Profitability:
Tooling Costs:
The initial cost for creating the injection molding tool can range from several thousand euros, depending on the complexity of the part and the material used. Particularly complex molds, or those with multiple cavities (for producing several parts per cycle), drive these costs up. Simpler parts with low complexity require less investment.Material Costs:
At large quantities, material costs per unit decrease due to economies of scale, especially when using standard plastics like polypropylene (PP) or polyethylene (PE). For specialized, more expensive materials (e.g., thermoplastic elastomers or high-performance plastics), the cost ratio may change.Part Complexity:
Simpler parts with fewer details and without complex features such as interrupted walls or moving parts require less elaborate tooling and can be produced more quickly and cost-effectively.Post-Processing Costs:
The post-processing of injection-molded parts (e.g., deburring, painting, assembling) can also impact profitability. Simple parts that can be used directly after molding are cheaper than parts that require extensive post-processing.Specialized Production Requirements:
Some products require specialized materials or extremely precise manufacturing, which can increase production costs and the profitability threshold.
-
Die-casting of aluminum parts is a manufacturing process in which aluminum is injected into a mold (called a die-casting mold) under high pressure to create precise and complex parts. The aluminum is first melted and then injected at high pressure into a metallic mold, typically made of steel or iron, which gives the finished part its desired shape. After cooling and solidification, the part is removed from the mold.
Key Features of the Die-Casting Process:
High Precision and Dimensional Accuracy:
Due to the high pressure, very fine details and tight tolerances can be achieved, allowing for the production of complex components.High Production Speed:
The process is especially suited for mass production of aluminum parts, as it enables the quick manufacturing of large quantities.Low Material Waste:
The aluminum consumption is relatively low because the material is only injected in the required amount.Good Mechanical Properties:
Aluminum parts produced by die-casting are typically lightweight yet strong, with good strength and corrosion resistance.Surface Quality:
The surface of the cast parts is often relatively smooth, reducing the need for post-processing.
Applications:
Die-casting is commonly used in the automotive industry, electronics, aerospace, and consumer goods sectors. Typical applications include housings, engine and transmission parts, structural components, seals, and casings.
Advantages:
High manufacturing accuracy and fast production
Complex geometries are possible
Minimal post-processing required
Good surface quality and strength
Disadvantages:
High tool costs (especially for more complex molds)
Limited material variety: The process is primarily suitable for aluminum alloys
Die-casting technology provides a cost-effective and efficient way to produce high-precision aluminum parts in large quantities. However, due to the high initial investment and specific material requirements, it is particularly suited for mass production.
-
Finite element software (FE software) is used to solve complex physical problems that would be difficult or even impossible to address using traditional calculation methods. It divides a model (e.g., a component or system) into small, simple subdomains known as finite elements, and calculates the physical quantities (e.g., stresses, deformations, temperature distributions) for each of these elements under various loads and conditions.
FE software helps simulate mechanical stresses, heat transfer, fluid flows, or electromagnetic fields in complex geometries without the need for physical testing. This allows engineers and designers to develop optimized, error-free designs and to verify the performance of components under realistic conditions in advance. Typical problems that can be solved using FE software include:
Stress Analysis (e.g., components under tension, compression, or bending)
Heat Flow (e.g., temperature distributions in machinery)
Vibration Analysis (e.g., determining resonance frequencies)
Fluid Mechanics (e.g., simulating air or liquid flows)
-
The manufacturing of forged aluminum parts for bicycle frames and components is a precise and energy-intensive process that involves several steps to achieve the desired properties of the parts, such as strength, lightness, and durability. While bikers may have a soft spot for machined metal components, CNC machining becomes uneconomical after a certain volume of parts. Forging, on the other hand, is much more cost-effective. Additionally, the forging process allows for the optimization of the part’s properties through the resulting (crystal) structure. It may not look as nice, but technically speaking, it is often the better method:
Selection of Aluminum Material
The process begins with the selection of a suitable aluminum alloy. For bicycle frames and components, high-strength aluminum alloys such as 6061 or 7005 are commonly used due to their good mechanical properties, corrosion resistance, and workability.
Alloy 6061: This alloy contains silicon, magnesium, and small amounts of copper, making it ideal for bicycle frames and components as it is both corrosion-resistant and relatively lightweight.
Alloy 7005: This alloy contains zinc and has even higher strength properties, making it suitable for load-bearing bicycle components.
Casting the Aluminum
The aluminum is cast into blocks or billets, which will later be used for forging. The casting process can be done via continuous casting (producing a continuous block) or die casting (where larger, more stable molds are used).
Heating the Aluminum
To ensure the aluminum can be forged effectively, the material is heated to a specific temperature. This step is crucial, as aluminum becomes more malleable and easier to shape at higher temperatures.
Temperature Range: Aluminum is heated to approximately 350–500 °C, depending on the alloy and the desired shape.
Forging
The actual forging process occurs in several steps and can be done through either die forging (using a fixed mold) or free forging (using hammers or presses). In both processes, the heated aluminum is shaped under high pressure into the desired form.
Die Forging: In this method, aluminum is pressed into a mold that defines the final shape of the component. This is a precise and controlled process, suitable for complex shapes, such as those needed for bicycle components.
Free Forging: Here, the aluminum is worked using a hammer or press without a fixed mold. This can result in lower precision, but in some cases, it is sufficient for larger, less complex parts.
Through forging, the material is densified, increasing its strength and density, and it takes on a pronounced grain structure that enhances its mechanical properties.
Post-Processing and Heat Treatment
After forging, the parts often undergo further processing to achieve the desired accuracy and surface quality.
Machining: This may include milling, turning, drilling, and grinding to shape the components into their final form.
Heat Treatment: The forged parts are then heat-treated to optimize their strength and toughness. For many aluminum alloys, a process such as aging or hardening is necessary, where the material is heated to high temperatures and then cooled in a controlled manner to alter the crystal structure and increase strength.
Surface Treatment
After the forging process, surface treatment is necessary to ensure corrosion resistance and improve the appearance of the parts. Common methods include:
Anodizing: This process forms a thin layer of aluminum oxide on the surface, which provides corrosion protection and improves the appearance of the part. Aluminum can also be anodized in various colors to enhance its aesthetic appeal.
Powder Coating: Another method where a colored or protective plastic layer is applied to the aluminum to shield it from external elements.
Quality Control and Final Assembly
The finished forged parts undergo extensive quality control, during which their strength, dimensional accuracy, and surface quality are checked. Once they pass the inspection, the parts are either directly incorporated into the bicycle frame or further processed as individual components.
Author – Jens Staudt

Height: 191 cm
Weight: 200 lbs (incl ride gear)
Riding style: With his racing background, the lines are planned, even if there is anything bigger in his way. If possible, sections will be jumped over. You should use the entire width of a trail. Others would say - uncompromising.
Motivation: A product should function carefree and for as long as possible. If you have to screw less, you can ride more. He likes to tinker and see how the bike can be optimized.