Formnext 2024 Frankfurt – Neue Fertigungsmethoden für Bikes und Komponenten
Dieser Artikel enthält Fußnoten. Er dient als Einstieg und als Überblick. Wer bestimmte Begriffe nicht kennt oder die Hintergründe dazu erfahren möchte, findet am Ende die Liste (*1–*9) zum Aufklappen mit weiteren Informationen.
Lesezeit: 12 Minuten
🇺🇸 Read English version here

Während wir uns in den letzten Jahren sehr an den Look von glatten Carbon-Rahmen ohne Schweißnähte gewöhnt haben, kommt neuerdings Varianz in den Rahmenmaterialien und Fertigungsmethoden. Materialien, die in Nischen verschwunden waren, rücken wieder ins Rampenlicht. Titan und Stahl erfährt eine Renaissance. Nicht nur als alleiniges Material, sondern auch in Kombination mit Carbon. Gemuffte Rahmen und Träume aus Titan und Stahl, wie in den 80er und 90er Jahren, holen die Menschen auf die Stände der Messen wie den Craft-Bikedays. Trek zeigte ein Konzeptbike mit Stahl-Rahmendreieck von Industriedesigner Kyle Neuser, Neko Mulally zeigt mit Frameworks jeden Entwicklungsschritt live im Worldcup, Thadeus Tisch legt ebenfalls mit einem privat entwickelten Stahlbike vor und Atherton … Ja, Atherton ist fast schon so etwas wie „normal“ geworden, mit ihrer Kombination aus Titanmuffen und Carbonrohren. Wer aufmerksam die Mountainbikeszene verfolgt, wird die Liste an Tüftlern, kleinen und Kleinstherstellern leicht in einen mittleren zweistelligen Bereich führen können. Warum ist das aktuell so bemerkenswert?
3D Druck in der Fahrradbranche
Es ist nach der Covid-Pause erneut Bewegung in die Bikebranche gekommen. Einige Fertigungsprozesse, worüber Automobiler schon deutlich länger nachdenken, sind plötzlich auch in Kleinstserien realisierbar. Die Türen für die Möglichkeiten, einen Rahmen oder eine Komponente herzustellen, wurden weit aufgestoßen. Frische Ideen in der Bikebranche erblicken das Licht und sind bereit, es mit den etablierten Marken aufzunehmen.
Auf der Formnext-Messe in Frankfurt ging es um die neuesten Technologien im Bereich der additiven Fertigungsmethoden. Was die meisten Menschen umgangssprachlich als „3D-Druck“ bezeichnen, ist bei näherer Betrachtung deutlich komplexer und vielschichtiger (pun intended). Bringt etwas Zeit mit und taucht mit ein in einen Überblick über alte wie auch neue Fertigungsmethoden und wie die Kombination beider unsere geliebten Fahrräder beeinflussen wird.
Man betrat die erste Halle und begrüßte eine lebensgroße Nachbildung/Drucke von Gundam, Ironman und den neuesten Charakteren aus Filmen und Streaming-Serien. Schon lange hat die Cosplay-Szene begriffen, welches Potenzial 3D-Druck für die kostengünstige Realisation im Hobbykeller hat. Wobei diese Anwendungen im ersten Moment wenige Berührungspunkte mit Bikes haben, sollte man sich dennoch nicht gleich von diesen Ständen abwenden und weiterziehen. Die Anforderungen an Miniaturen – nicht nur aus dem 40K Universum – sind extrem hoch. Details wie Gesichter, Rüstungen und/oder vorgeformte und mit gedruckten Gelenken an Miniaturen sollen realisierbar sein. Diese Anforderungen liegen weit über denen eines Fahrradrahmens, und dennoch sind sie relevant. Nicht nur im Bereich des Prototypings.
Die aktuell höchstmögliche Auflösung von Resin-Druckern (also 3D-Druckern, die mit photopolymerem Harz arbeiten) ist stark von der verwendeten Technologie und dem Modell des Druckers abhängig. Im Jahr 2024 gibt es bereits einige sehr hochauflösende Drucker auf dem Markt, die außergewöhnliche Detailgenauigkeit bieten.
Konkret bedeutet das für Resin-Drucker (*1) in der XY-Ebene bis zu 8K (16K steht in den Startlöchern) und in der z-Achse liegen wir bei einer Schichthöhe von 0,005 mm (5 µm). (*2)
Wo man noch primär dental- und andere medizinische Anwendungen findet, so relevant kann dies für Bikes werden, wenn man in Richtung hydraulischen Bremsen und Dämpfertechnologie sieht. Warum genau? Dazu später mehr, wenn wir zu den rasant entwickelnden Auflösungen der Systeme kommen.
3D-Druck in der Fahrradbranche
Filament – Gedruckt von der Rolle
Auch heute noch zeigen Entwicklungsabteilungen in der Bikebranche stolz ihre 3D-Drucker. Oft sind diese mit Filament (*3) PLA (Polylactid) bestückt. Entsprechend grobschlächtig wirken die erstellten Bauteile. Die Anforderungen für ein solches Muster sind auch nicht die bestmögliche Oberflächenqualität. Hier geht es eher um ein schnelles Prototyping. Man muss sich ebenfalls bewusst machen, dass diese Bespiele nur die kleinste Spitze des Eisberges der additiven Fertigung ist.
Andere Filamente ermöglichen komplett andere Eigenschaften des späteren Bauteils. Eine Kettenführung oder einen Pedalkörper würde man aus einem Material drucken, welches deutlich höhere Schlagzähigkeit aufweißt. Spannend dabei – das kann teilweise im gleichen Drucker realisiert werden. Vom Filament gibt es also deutlich mehr Varianten und während dieses Rohmaterial ständig weiterentwickelt wird, gibt es auch diverse Kombinationen, die andere Eigenschaften mit sich bringen. Spannend ist in jedem Fall die Richtung Metall. Metallfilament wird ebenfalls von der Rolle gedruckt. Nach dem Druck durchläuft das Werkstück eine Hitzebehandlung, um Trägermaterial auszubrennen und die Festigkeit über das Sintern (*4) zu erreichen.
Filamente werden konstant weiterentwickelt und sind in der Lage, unterschiedlichsten Anforderungen zu entsprechen. Kleinere Anwendungen findet man bereits in Halterungen für Garmin, Wasserflaschen, Tools, Lampen, AirTags und vieles mehr. Drucker für dieses Material sind mit wenigen hundert Euro sehr erschwinglich und ermöglichen gleichermaßen kostengünstige Basteleien im Hobbykeller. Wenn es um die Maßhaltigkeit geht, stehen sie anderen Methoden etwas nach.

PLA Filament ist das wohl bekannteste Grundmaterial (Foto: Extrudr)
Resin – von der Flüssigkeit zum festen Objekt
Was Detailtreue und Genauigkeit angeht, hat diese Technik die Nase vorn. Anders als beim Filament wird das Werkstück nicht aufgeschmolzen, sondern ausgehärtet. Mit Lasern fokussiert man bei diesem Vorgang einen Punkt im Raum bzw. einer Flüssigkeit. Das sogenannte Resin gibt es ähnlich dem Filament in unterschiedlichsten Ausführungen (*5). In der Fahrradbranche haben wir bereits diverse Angebote für Produkte, welche mit diesem Verfahren gefertigt wurden.
Specialized verwendet bei ihren Mirror-Sätteln eine 3D-gedruckte Matrix, welche sich so nur in diesem Verfahren fertigen lässt. Zusammen mit Technologien wie Carbonrails und Carbonunterschale ermöglicht man Produkteigenschaften für mehr Komfort und eine präzise ausgerichtete Funktion. Es muss aber nicht nur gummiartig oder flexibel sein. Man hat Optionen auf transparentes Resin und metallhaltiges Resin. Dieses Verfahren kann kostspielig werden, aber auch Werkstücke in einer Qualität erstellen, welche ohne Weiteres im Massenmarkt abgesetzt werden können. Hierbei ist in der Fahrradbranche wichtig zu beachten, dass die Kosten pro Stück aufgrund der Kosten für das Resin und die Druckdauer relativ hoch ausfallen können. Ist man von Designseite her nicht auf das Verfahren angewiesen, so kann es sinnvoll sein, auf andere Verfahren wie Spritzguss/Injection Molding (*6) zu setzen.
Fahrradgriffe, Sattelschalen, bis hin zu Kleinteilen oder Die-Cast (*7) Aluminium Pedalkörper sind vom Fahrrad kaum mehr wegzudenken. Da dieses Verfahren aber bereits sehr etabliert ist, möchten wir es an dieser Stelle nicht zu unendlich vertiefen.




HeyGears bietet Resin für unterschiedlichste Anwendungen an. Von dental bis hin zu transparenten und extrafesten Teilen.


PASTE – Laminated Object Manufacturing
Werkstücke haben unterschiedlichste Anforderungen und diese können mit verschiedensten Techniken realisiert werden. Schmieden, CNC-Fräsen, Laminieren … beim LOM (Laminated Object Manufacturing), bei dem Metallpaste auf den Werkstückträger aufgebracht und in mehreren Schichten verarbeitet wird. Dabei enthält die Paste Metallpartikel, die nach dem Auftragen jeder Schicht durch einen Sinterprozess gehärtet werden.
Der Prozess beginnt mit dem Auftragen einer dünnen Schicht Metallpaste auf die Oberfläche des Werkstücks, die dann in einem Ofen oder durch einen anderen Sintermechanismus erhitzt wird. Durch diesen Vorgang verbinden sich die Metallpartikel, und die Schicht verfestigt sich. Nach dem Aushärten der Schicht wird die nächste Schicht aufgetragen und ebenfalls gesintert. Auf diese Weise wird das Bauteil Schicht für Schicht aufgebaut. Diese Technik eignet sich besonders gut für die Herstellung dickerer Bauteile und ermöglicht die Fertigung von komplexen, hochdichten Metallkomponenten. Im Vergleich zu anderen 3D-Drucktechniken bietet das Verfahren den Vorteil, dass auch dickere und größere Werkstücke mit hoher Materialdichte erzeugt werden können. Der Prozess ist besonders in der Prototypenfertigung und für kleine Serien von Metallteilen von Interesse, da er es ermöglicht, Bauteile ohne die Notwendigkeit traditioneller Fertigungstechniken wie Fräsen oder Gießen zu produzieren.
Pulver – Laser macht aus lose fest
Gegenüber den anderen bereits genannten Verfahren wird hier mit einem Pulver gearbeitet. Später gehen wir noch auf diese Methodik ein und wie Atherton-Bikes dies mit Titan umsetzt. Stahl oder andere Metalle sind aber ebenfalls möglich. Ähnlich dem Verfahren mit Resin, härtet ein punktuell ausgerichteter Laser das Pulver aus. Nach dem jeweiligen Durchlauf einer Schicht wird die nächste Schicht Pulver eingebracht und der Laser beginnt mit der Fixierung der nächsten Lage usw.
Vorteil dieser Methode ist das Ausformen von komplexen Strukturen innerhalb von Hohlkörpern, die mit einer spanabhebenden Bearbeitung nicht möglich wären. Je nach den Anforderungen für die Oberfläche muss man aktuell noch mit einer CNC Bearbeitung Montagepunkte oder Gewinde einbringen.
Die Ausrichtung des Werkstücks in der Maschine spielt eine wichtige Rolle. Stützstrukturen müssen teilweise verwendet werden, um Formstabilität während des Druckvorgangs zu gewährleisten. Die Temperatur beim Lasern spielt ebenfalls eine Rolle und Anbieter wie Trumpf oder Renishaw arbeiten ununterbrochen an der Optimierung einer Vor-Druck-Simulation, damit keine ungewollten Ergebnisse den Werkstisch verlassen.

Atherton Bikes setzt auf Titanpulver. Lagersitze werden zusätzlich nach dem Drucken noch via CNC bearbeitet.
Während Titan als Material preislich recht hoch angesiedelt ist, so gibt es eben auch die günstigeren Optionen von Stahl und Aluminium. Aus Pulver gesinterte Aluminium- und Stahlteile sind für die Serienfertigung von Fahrrädern und Komponenten (noch) nicht relevant. Für die meisten Bauteile kommt man mit regulären Schmiedeteilen (*9) kostengünstiger und mit besseren Bauteileigenschaften aus dem Werk.
Auch hier sollte man die Augen mit Neugier in Richtung kleiner Hersteller, Enthusiasten und Konzeptbikes richten. In der Kernszene erleben – wie bereits erwähnt – Aluminium, Stahl und Titan eine neue Faszination. Individualisten sehen in diesen Bikes eine spannende Alternative zu dem, was die großen Hersteller – in Carbon – von der Stange anbieten. Auch wenn die neuen Rahmen aus Metall oftmals schwerer ausfallen, so bringen sie dennoch Eigenschaften mit sich, die man nicht unbedacht lassen sollte.
Carbon kann über eine entsprechende Planung der Form des Rahmens und der Menge, wie auch Ausrichtung der Lagen, die Fahreigenschaften recht genau beeinflussen. Vergleicht man die Frequenzen und Flexeigenschaften davon mit denen eines Stahlrahmens, so wird es spannend. Wo Stahl und Titan schon in der Vergangenheit den Ruf hatten verzeihender und schonender für den Fahrer zu sein, da es nachgiebiger ist, so unterkomplex ist die Reduktion auf diese Eigenschaften.
Die wenigsten unter uns hatten das Privileg, zwei Rahmen mit identischer Geometrie aus zweierlei Materialien gefertigt zu fahren. Einige hatten vielleicht schon mal die Möglichkeit, zumindest zwei Bikes aus einer Kategorie (z.B. Enduro oder Allmountain), aber von zwei Herstellern zu fahren. Grundsätzlich kann festgehalten werden, dass hier bereits Unterschiede spürbar sind, wenn man zwei verschiedene Carbonrahmen auf dem Trail vergleicht. Jede Marke interpretiert das Fahrverhalten für ihre Bikes unterschiedlich. Größer werden die Diversitäten beim Ändern des Rahmenmaterials von Carbon zu Stahl. Während manche die Nachgiebigkeit sehr schätzen, so verwirrt sind Andere bei den ersten Fahrten durch Anlieger oder über Querfahrten über Wurzeln. Bei Stahl verwindet sich oftmals deutlich mehr. Das kann Vor- wie auch Nachteile mit sich bringen.
Das dies ein Trend ist, zeigt jetzt auch Trek mit dem Konzeptbike von Industriedesigner Kyle Neuser. Er fertigte sich eine Stahlversion des TopFuel.

Rank, schlank, elegant. (Foto: Trek)


Wir Mountainbiker wollen natürlich nicht nur das sehen, was die großen Hersteller realisieren, wenn sie auf einen Zug aufspringen. Wir wollen die wirklich neuen Ideen sehen. Uns eint die Schwäche für die Tüftler, welche komplett außerhalb der Norm denken und das Herzblut haben, das in ein Bike umzusetzen. Thadeus Tisch (Instagram: @thadeustisch), in seinem Dayjob für Norco tätig, hat seine Vision eines Park-Bikes aus Stahl umgesetzt. Am besten zitieren wir ihn hier selbst:
„This is my home made Singlespeed Park Bike. It is rather short travel with 160mm/R and 170mm/F and made from 3D printed 309L parts and CrMo tubes. The main goal as always is to make the bike as silent as possible, so for a singlespeed drivetrain the belt drive was an obvious choice. Some parts are still placeholders and I don’t have a weight yet. “
Am Ende ist so ein Bike oftmals ähnlich kostspielig wie eines von der Stange. Die Frage nach der rein finanziellen Sinnhaftigkeit stellt sich nicht. Zumal man seine Abende und Wochenenden ebenfalls investieren muss. Es ist nur schlicht und ergreifend so, dass es diese Bikes nicht am Markt gibt und man hier mit neuen Fertigungsmöglichkeiten die Schwelle für den Einstieg für ein solches Projekt deutlich niedriger gesetzt hat.

Thadeus nutzte gedruckte Stahlteile für die komplexen Bestandteile seines Konzeptbikes. Diese verschweißte er selbst mit den restlichen Stahlrohren. (Fotos: Thadeus Tisch)



Nicht nur aus Fertigungssicht ein spannendes Projekt. (Foto: Thadeus Tisch)
Gemuffte Rahmen? Oldschool oder Newschool?
2013 begann in Monmouth mit Robot-Bikes etwas, was zuerst nach Science-Fiction mit Retro-Einschlag klang. Ex Dirt-Mag Schreiber Ed Haythornthwaite, Andy Hawkins und Ben Robarts-Arnold hatten eine Vision. (Damals noch) futuristische Fertigungsmethoden aus dem Flugzeugbau wollten sie auf Fahrräder übertragen.
Rohre mit Muffen zu verbinden ist fast so alt wie der Radsport selbst. Sei es an gelöteten Rennradrahmen um 1880 von Alexandre Leduc, 100 Jahre später die gemuffte Zukunftsvision von Kestrel, Ende der 1980er oder später im Jahr 1998 das GT DH Lobo. Wer hier nicht alles gesehen hat, sollte sich darauf einstellen, für ein paar Stunden tief im Kaninchenbau der Fahrrad-Geschichte einzutauchen.
Robot-Bikes wurde 2018 zu Atherton Bikes. Rachel, Gee und Dan Atherton bauten die Möglichkeiten der additiven Fertigung mit Titanmuffen „gedruckt“ auf Renishaw Maschinen weiter aus und erweiterten das Portfolio um ein reines, aber ebenfalls gemufftes, Aluminium-Bike. A Range bezeichnet dabei die „additiven Bikes“ (gedruckten) und S die „subtraktiven“ (CNC gefrästen)
Das Prinzip scheint sich durchzusetzen. Es macht Prototyping eines Fahrradrahmens deutlich erschwinglicher, da der Gesamtaufwand geringer ausfällt. Mit der Option auf weniger teure Pulver wie Stahl und dessen steigende Popularität bei kleineren Firmen und Tüftlern, kann man zusätzlich auch komplett auf Carbon verzichten. Gedruckte Metallbauteile lassen sich mit regulären Rohren verschweißen. Ein Druckvorgang benötigt ebenfalls eine sogenannte Vorstufe, bei dem die Datei für den Drucker vorbereitet wird. In Summe fällt dieser aber weniger aufwändig aus als für eine CNC-Maschine.

Atherton setzt Alu-CNC-Teile mit Alurohren oder gedruckte Ti-Muffen mit Carbonrohren zusammen. (Foto: Atherton-Bikes)
Finite-Elemente – Reduziert auf das was notwendig ist
Betrachtet man selektives Lasersintern und kombiniert es mit Finite-Elemente-Software (*8) tun sich völlig neue Formen und Möglichkeiten auf. Auf der Formnext konnte man hochoptimierte Fahrzeugbauteile, Dronen-Rahmen und auch Fahrradpedale sehen. Die Software führt komplexe physikalische Berechnungen durch, welche die Form des Bauteils beeinflussen. Eindrucksvoll wurde das an Beispielen auf der Messe demonstriert. Egal, ob für Raketentriebwerke oder eben Mountainbikes.
Spannend ist der Umstand, dass die Formen komplett organisch ausfallen und die Parallelen zur Biomechanik verdeutlicht werden.
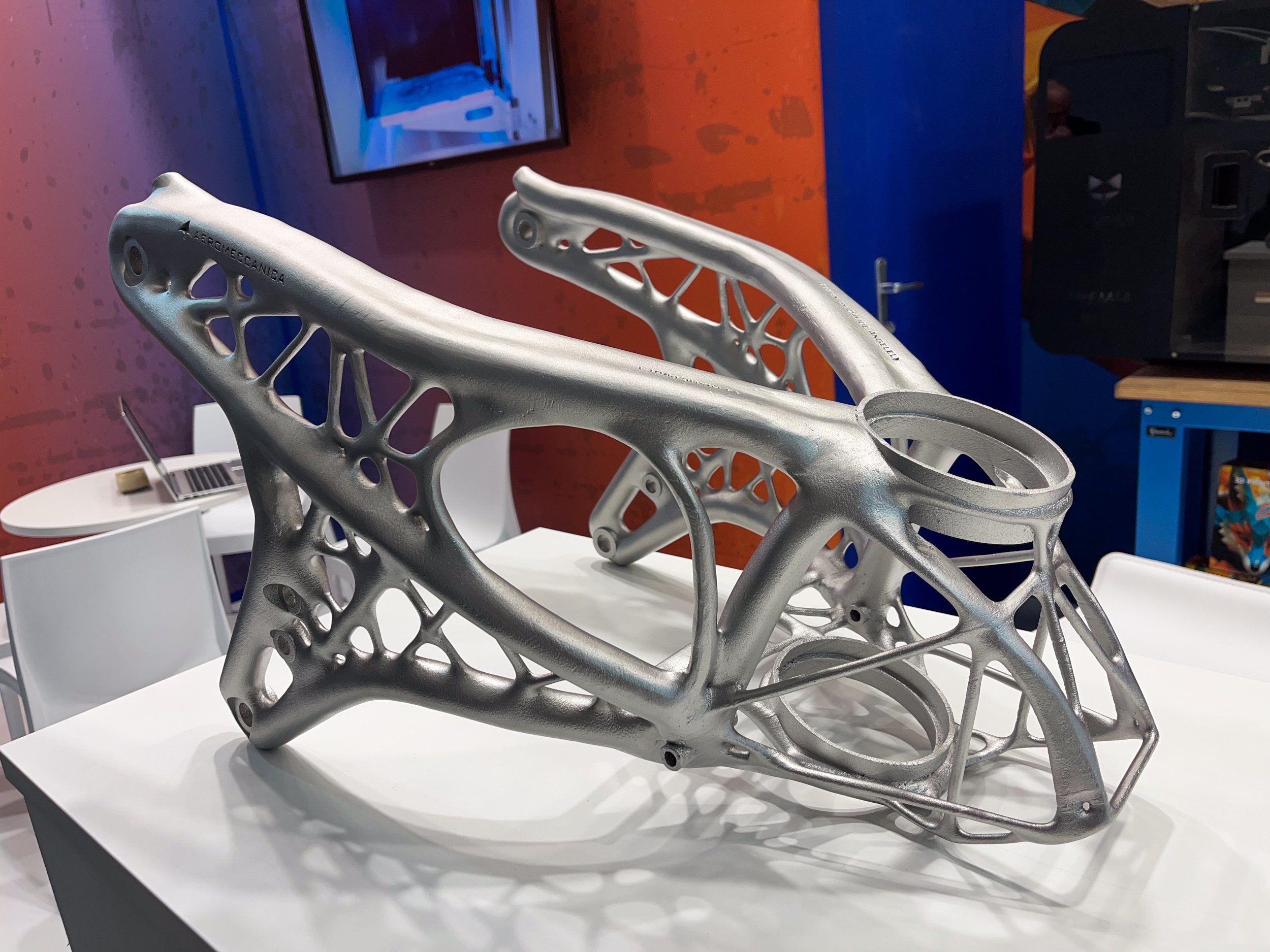
Nicht ohne Grund wirken diese Bauteile wie Knochenstruktur. Beides ist hochgradig auf eine Ratio aus Gewicht und Stabilität ausgelegt.
Warum ist Biomechanik so spannend für Fahrräder?
Jedes Lebewesen hat gewisse körperliche Fähigkeiten, die auf den jeweiligen Lebensraum angepasst sind. Diese Fähigkeiten lösen Problemstellungen über Mechanik. Einfacher gesagt: Die mechanischen Eigenschaften von Knochen, Muskeln, Sehnen und Bändern muss man genau verstehen und diese in die Finite-Elemente-Modelle einzubeziehen. Die Natur hat es geschafft, hochoptimierte Strukturen „zu bauen“. Je nach Belastungsrichtung verfügen diese Strukturen über unterschiedliche mechanische Eigenschaften und reagieren auf Belastungen unterschiedlich.
In der biomechanischen Forschung werden die spezifischen Materialeigenschaften dieser Gewebe untersucht, etwa die Zugfestigkeit oder Biegesteifigkeit, und die gewonnenen Daten fließen direkt in die FE-Berechnungen ein. Lässt man überall dort Material weg, wo die Lasten geringer ausfallen, und addiert dort Material, wo höhere Kräfte wirken, so erhält man knochenartig anmutende Formen.
Kein Gramm zu viel und kein Gramm zu wenig. Gewichtsoptimiert auf den Einsatzzweck. Genau das, wonach wir bei der Bikeentwicklung unentwegt suchen.

Ein Beispiel dafür, wenn die Optimierung via FE auf die Spitze getrieben wird. Sehen Bikes bald so aus?
Was bedeutet das für die Zukunft der Fahrradentwicklung?
Die Kombination von Technologien wie Biomechanik, Finite-Elemente-Berechnungen, additiver Fertigung und Entwicklung neuer Materialien werden die Funktionsweise und das Aussehen von Bikes und Anbauteilen stark beeinflussen.
Durch den Einsatz von FE-Berechnungen können Fahrräder präzise und individuell auf die körperlichen und fahrerischen Anforderungen der Nutzer abgestimmt werden, indem Rahmengeometrien und Belastungen optimiert werden.
Gleichzeitig ermöglicht die additive Fertigung die Herstellung von komplexen, leichten und funktionalen Strukturen, die mit traditionellen Fertigungsmethoden nicht möglich wären. Materialien wie Carbonfasern oder Metallmatrixkomposite generieren leichtere und gleichzeitig robustere Komponenten.
Insgesamt wird die Kombination all dieser Technologien zu leichteren, effizienteren und ergonomischeren Fahrrädern führen. Bikes werden effizienter werden und gleichzeitig Komfort und Sicherheit erhöhen.
Willkommen in der Zukunft, und sie passiert gerade vor unseren Augen.
Appendix Links
-
Ein Resin-3D-Drucker (auch als Harz-Drucker bezeichnet) nutzt die Stereolithografie (SLA) oder ähnliche Technologien, um präzise dreidimensionale Objekte Schicht für Schicht aus einem flüssigen, lichtempfindlichen Harz (Resin) zu erstellen. Der Druckprozess basiert auf der harten Arbeit von Lichtquellen (oft UV-Licht), die das Resin aushärten, sobald es bestrahlt wird. Hier ist eine detaillierte Erklärung, wie der Prozess funktioniert:
1. Vorbereitung der Druckdatei
Bevor der Druckvorgang beginnt, wird das 3D-Modell eines Objekts in ein für den Resin-Drucker verständliches Format (meist .STL oder .OBJ) umgewandelt. Diese Datei wird dann in Schichten (Layer) unterteilt, wobei eine Slicing-Software (wie Lychee Slicer, Chitubox oder Photon Workshop) verwendet wird, um die Druckdatei zu segmentieren und die optimalen Einstellungen für den Druck zu bestimmen, wie z.B. die Schichthöhe und die Belichtungszeit pro Schicht.
2. Füllung des Druckbehälters
Der Drucker wird mit einem Behälter (oft als Resin-Wanne bezeichnet) ausgestattet, der mit flüssigem Harz gefüllt wird. Das Harz ist lichtempfindlich und härtet aus, wenn es mit ultraviolettem (UV) Licht oder einem Laserstrahl bestrahlt wird. Je nach Druckerart kann das Harz auch in verschiedenen Farben und Zusammensetzungen vorliegen, z.B. Standardharz, flexibles Harz oder besonders schnelltrocknendes Harz.
3. Die Belichtungsquelle
Die Art der Belichtungsquelle variiert je nach Technologie des 3D-Druckers:
LCD-basierte Drucker (wie viele moderne FDM-Resin-Drucker): Ein LCD-Panel mit vielen kleinen Pixeln wird als Lichtquelle genutzt. Dieses Panel beleuchtet den gesamten Druckbereich oder nur kleine Abschnitte davon, je nach Schicht. Es wird mit einer UV-Lichtquelle hinterleuchtet, um das Harz zu härten.
Laser-SLA-Drucker: Bei dieser Variante wird ein Laserstrahl verwendet, der mit hoher Präzision auf das Harz gerichtet wird. Der Laser härtet das Harz an bestimmten Stellen des Modells, um Schicht für Schicht das Objekt zu bauen.
4. Der Druckprozess
Der Druckvorgang selbst erfolgt Schicht für Schicht:
Schicht für Schicht: Der Drucker beginnt mit der ersten Schicht, indem er das Harz in der Resin-Wanne an der Oberfläche aufträgt. Bei einem LCD-Drucker wird die gesamte Schicht auf einmal belichtet, bei einem Laser-SLA-Drucker wird der Laser Punkt für Punkt entlang der Schicht geführt.
Aushärtung durch Licht: Sobald das Harz in der Wanne ausgeleuchtet wird, härtet es aus. Diese Aushärtung erfolgt schnell, da das Harz sehr lichtempfindlich ist und sofort aushärtet, wenn es mit UV-Licht bestrahlt wird.
Absenken der Druckplattform: Nach der Aushärtung einer Schicht wird die Druckplattform leicht abgesenkt, um Platz für die nächste Schicht zu schaffen. Der Prozess wiederholt sich, wobei Schicht für Schicht aufeinander gebaut wird.
5. Unterstützungsstrukturen
Da viele 3D-gedruckte Objekte überhängende Teile oder komplexe Geometrien besitzen, benötigt der Druckprozess oft sogenannte Unterstützungsstrukturen. Diese Strukturen werden in der Software generiert und bieten temporären Halt für Teile des Modells, die während des Drucks nicht von der Druckplattform unterstützt werden können. Nach dem Druck werden diese Stützstrukturen entfernt, was zu einer sauberen Oberfläche führt.
6. Nachbearbeitung
Nach dem Drucken ist das Objekt weiterhin nicht vollständig fertig und benötigt Nachbearbeitung:
Reinigung: Da die Modelle mit flüssigem Resin gedruckt werden, müssen sie gründlich in einem Lösungsmittel (wie Isopropylalkohol) gewaschen werden, um überschüssiges Harz zu entfernen.
Aushärten: Nach der Reinigung müssen die Modelle in einer UV-Aushärtungseinheit oder unter direkter UV-Lichtquelle weiter gehärtet werden. Dies sorgt dafür, dass das Modell seine endgültige Härte und Festigkeit erreicht.
7. Fertiges Modell
Nach der vollständigen Aushärtung ist das Resin-Modell robust, detailliert und bereit zur Nutzung oder Weiterverarbeitung. Je nach verwendetem Harz kann es zusätzlich bearbeitet werden, z. B. durch Schleifen, Malen oder Lackieren.
Vorteile des Resin-Drucks:
Hohe Detailgenauigkeit: Resin-Drucker bieten in der Regel eine viel höhere Auflösung und Detailgenauigkeit als herkömmliche FDM-Drucker, was sie ideal für Anwendungen wie Schmuck, Zahnmedizin, Modellbau oder Miniaturfiguren macht.
Glattere Oberflächen: Da Resin in flüssiger Form ist, entstehen beim Druck glattere Oberflächen, die weniger Nachbearbeitung erfordern.
Komplexe Geometrien: Resin-Drucker sind besonders gut geeignet, um komplexe, filigrane Strukturen zu drucken, die mit anderen Technologien wie FDM schwer realisierbar wären.
Nachteile des Resin-Drucks:
Geruch und Chemikalien: Das flüssige Harz kann unangenehm riechen und ist chemisch reizend, daher ist eine gute Belüftung erforderlich.
Langsame Druckzeiten: Resin-Drucker sind in der Regel langsamer als FDM-Drucker, insbesondere bei hoher Detailgenauigkeit.
Nachbearbeitung erforderlich: Die Modelle müssen nach dem Drucken gewaschen und ausgehärtet werden, was zusätzliche Schritte und Zeit in Anspruch nimmt.
Zusammenfassend lässt sich sagen, dass Resin-3D-Drucker eine hervorragende Wahl für präzise, hochauflösende Drucke mit komplexen Geometrien und glatten Oberflächen sind, jedoch auch eine detaillierte Nachbearbeitung erfordern und teurer im Betrieb sind als einige andere 3D-Druckverfahren.
-
Die aktuell höchstmögliche Auflösung von Resin-Druckern (also 3D-Druckern, die mit photopolymerem Harz arbeiten) ist stark von der verwendeten Technologie abhängig.
XY-Auflösung (horizontal): Die beste derzeit verfügbare XY-Auflösung liegt bei etwa 2K bis 7K bei den gängigen Consumer-Druckern, wobei 7K immer häufiger als Standard für hochauflösende Drucker auftaucht. Das bedeutet, dass die Auflösung der einzelnen Pixel im Druckbereich sehr fein ist.
Einige der fortschrittlichsten Maschinen, wie zum Beispiel die Anycubic Photon Ultra (7K), erreichen bereits eine sehr hohe Präzision in der XY-Ebene.
Z-Auflösung (vertikal): In der z-Achse (also der Schichthöhe) können moderne Resin-Drucker sehr feine Schritte von etwa 0,01 mm bis 0,025 mm erzielen. Manche Maschinen ermöglichen sogar Schichthöhen von bis zu 0,005 mm (5 Mikrometer), was extrem detaillierte Oberflächen ermöglicht.
Spitzenmodelle und deren Auflösung:
Elegoo Mars 4K/6K/8K: Diese Drucker bieten hohe Auflösungen in der XY-Ebene und sind bei Hobbyisten sehr beliebt.
Phrozen Sonic Mega 8K: Ein Drucker mit einer Auflösung von 8K und einer Schichthöhe von 0,01 mm, der sich gut für größere Teile eignet.
Anycubic Photon Mono X 6K und 7K: Diese Drucker bieten eine sehr hohe Präzision für detaillierte Drucke.
Prusa SL1S: Ein professioneller Resin-Drucker mit einer Auflösung von 2560 x 1620 (2K), allerdings bei sehr hoher Schichthöhe und herausragender Detailtreue.
Technologische Entwicklungen:
Die Entwicklung von Resin-Druckern mit höherer Auflösung ist weiterhin nicht abgeschlossen. Einige Unternehmen arbeiten an Druckern, die sogar 16K oder mehr erreichen könnten, aber diese sind bis jetzt nicht weit verbreitet oder in der breiten Nutzung angekommen.
Zusammengefasst: Derzeit liegen die höchsten erreichbaren Auflösungen für die XY-Achse bei etwa 7K bis 8K, und für die z-Achse bei 0,005 mm bis 0,01 mm. Diese Drucker können extrem detaillierte und präzise Teile erzeugen, die für anspruchsvolle Anwendungen wie Schmuckherstellung, Zahnmedizin und feine Modellbauarbeiten genutzt werden.
-
Filament ist der Begriff für das Material, das in FDM (Fused Deposition Modeling)- oder FFF (Fused Filament Fabrication)-3D-Druckern verwendet wird. Es handelt sich um eine lange, dünne Rolle oder Spule aus Kunststoff, die in den Drucker eingeführt wird, wo sie durch eine beheizte Düse geschmolzen und Schicht für Schicht zu einem dreidimensionalen Objekt verarbeitet wird. Filament ist in verschiedenen Materialtypen und -arten erhältlich, die unterschiedliche Eigenschaften und Anwendungen haben.
Typen von Filamenten:
Filamente gibt es in unterschiedlichen Materialien, und jedes Material hat seine eigenen Eigenschaften hinsichtlich Festigkeit, Flexibilität, Temperaturbeständigkeit und Verarbeitbarkeit. Hier sind die gängigsten Filamenttypen:
1. PLA (Polylactid)
Eigenschaften: PLA ist das am weitesten verbreitete Filament im 3D-Druck. Es wird aus nachwachsenden Rohstoffen wie Maisstärke oder Zuckerrohr hergestellt und ist biologisch abbaubar (unter industriellen Kompostierungsbedingungen). PLA hat eine niedrige Schrumpfungsrate, was das Verziehen (Warping) verhindert, und lässt sich einfach drucken.
Vorteile:
Einfach zu drucken
Geringe Geruchsbelästigung
Umweltfreundlicher als viele andere Kunststoffe
Gute Oberflächenqualität
Geeignet für Prototypen, Modelle und Deko-Objekte
Nachteile:
Geringe Temperaturbeständigkeit (schmilzt bei ca. 60–65 °C)
Weniger robust und spröder als andere Materialien
2. ABS (Acrylnitril-Butadien-Styrol)
Eigenschaften: ABS ist ein robuster, langlebiger Kunststoff, der häufiger in der Automobilindustrie und bei der Herstellung von Spielzeugen wie LEGO verwendet wird. Er hat eine höhere Temperaturbeständigkeit als PLA und ist wesentlich stabiler.
Vorteile:
Hohe Festigkeit und Zähigkeit
Gute Hitzebeständigkeit (bis etwa 100 °C)
Widerstandsfähig gegenüber chemischen Einflüssen
Nachteile:
Neigt zum Verziehen (Warping) bei Abkühlung
Erfordert beheizte Druckplatte und Druckumgebung (idealerweise ein beheiztes Druckbett und ein geschlossener Druckraum)
Starker Geruch beim Drucken
3. PETG (Polyethylenterephthalat-Glykol)
Eigenschaften: PETG ist ein sehr widerstandsfähiges Material, das die Vorteile von PLA und ABS kombiniert. Es ist flexibel, zäh, langlebig und hat eine bessere Temperaturbeständigkeit als PLA.
Vorteile:
Einfach zu drucken, keine oder geringe Neigung zum Verziehen
Gute chemische Beständigkeit (z.B. gegenüber Wasser und Säuren)
Kann transparent oder in verschiedenen Farben erhältlich sein
Nachteile:
Kann eine gewisse "Stringing"-Neigung (Fädenbildung) zeigen
Etwas weniger steif als ABS
4. TPU (Thermoplastisches Polyurethan)
Eigenschaften: TPU ist ein flexibles Filament, das besonders gut geeignet ist, wenn flexible, gummiartige Teile benötigt werden, wie z.B. Dichtungen, Stoßdämpfer oder Handyhüllen.
Vorteile:
Hohe Elastizität und Flexibilität
Abriebfest und widerstandsfähig gegen Öle, Fette und Chemikalien
Gute Schlagfestigkeit
Nachteile:
Schwieriger zu drucken, erfordert genaue Druckparameter und ein langsames Drucktempo
Höhere Anforderungen an den Extruder, da es flexibel ist
5. Nylon (Polyamid)
Eigenschaften: Nylon ist ein sehr starkes, zähes Material mit hervorragender Festigkeit und Abriebfestigkeit. Es wird häufig für funktionale Teile wie Zahnräder, Riegel, Lager und andere mechanische Teile verwendet.
Vorteile:
Hohe Festigkeit und Zähigkeit
Sehr langlebig und verschleißfest
Gute chemische Beständigkeit
Nachteile:
Neigt dazu, Feuchtigkeit aus der Luft aufzunehmen, was den Druck beeinträchtigen kann
Erfordert hohe Drucktemperaturen und einen beheizten Drucktisch
Teurer als PLA und ABS
6. HIPS (High Impact Polystyrene)
Eigenschaften: HIPS ist ein robustes, schlagzähes Material, das häufig als Stützmaterial für ABS-Drucke verwendet wird, da es in Limonen aufgelöst werden kann.
Vorteile:
Gute Schlagzähigkeit und Stabilität
Geringe Verformung und gutes Finish
Nachteile:
Starker Geruch beim Drucken
Braucht eine hohe Drucktemperatur und ein beheiztes Druckbett
7. PVA (Polyvinylalkohol)
Eigenschaften: PVA ist ein wasserlösliches Material, das häufig als Stützmaterial für komplexe Strukturen und Überhänge verwendet wird, besonders in Kombination mit anderen Filamenten wie PLA. Es wird nach dem Drucken einfach in Wasser aufgelöst.
Vorteile:
Ideal für die Erstellung von Stützstrukturen, die später einfach entfernt werden können
Umweltschonend und leicht abbaubar
Nachteile:
Teurer und schwieriger zu drucken als andere Materialien
Hygroskopisch – muss vor Feuchtigkeit geschützt werden, da es sonst Schwierigkeiten beim Drucken verursacht
8. Polycarbonat (PC)
Eigenschaften: Polycarbonat ist ein extrem starkes und hitzebeständiges Material, das bei der Herstellung von robusten, langlebigen Bauteilen verwendet wird. Es hat eine hohe Schlagfestigkeit und Temperaturbeständigkeit.
Vorteile:
Sehr hohe Festigkeit und Hitzebeständigkeit
Gute optische Klarheit (wenn transparent)
Hohe Widerstandsfähigkeit gegenüber Chemikalien und physikalischen Einflüssen
Nachteile:
Sehr anspruchsvoll beim Drucken (hohe Temperaturen notwendig)
Neigt zum Verziehen, daher sind ein beheiztes Druckbett und ein geschlossener Druckraum erforderlich
9. Wood-Filament (Holzfilament)
Eigenschaften: Holzfilament ist eine Mischung aus PLA und Holzpartikeln, die es dem Drucker ermöglichen, Objekte zu erzeugen, die wie echtes Holz aussehen und sich auch ähnlich anfühlen.
Vorteile:
Authentische Holzoptik und -gefühl
Kann nachbearbeitet werden, z.B. mit Schleifen oder Lackieren
Nachteile:
Kann schwieriger zu drucken sein als reines PLA
Abnutzung des Druckkopfes durch Holzpartikel
10. Metal-Filament (Metallfilament)
Eigenschaften: Metallfilamente bestehen aus einer Mischung aus PLA und Metallpartikeln (z.B. Messing, Kupfer, Aluminium). Sie bieten die Ästhetik und das Gewicht von Metall bei der Verarbeitung von PLA.
Vorteile:
Ähnelt optisch und haptisch echten Metallen
Kann poliert und bearbeitet werden
Nachteile:
Abnutzung des Extruders durch Metallpartikel
Schwerer zu drucken als normales PLA
-
Das Sintern von Metallfilament ist ein Prozess, der häufig bei der Herstellung von 3D-gedruckten Metallteilen verwendet wird. Es handelt sich dabei um einen Wärmebehandlungsprozess, bei dem ein Metallfilament(typischerweise eine Mischung aus Metallpartikeln und einem Bindemittel wie Kunststoff) nach dem Drucken auf hohe Temperaturen erhitzt wird, um das Metall zu verfestigen und die Kunststoffkomponenten zu entfernen. Der Sinterprozess selbst ist entscheidend, um die endgültige Festigkeit, Dichte und mechanischen Eigenschaften des gedruckten Metallobjekts zu erreichen.
1. Druck mit Metallfilament
Zu Beginn des Prozesses wird das Metallfilament verwendet, das typischerweise aus einer Mischung von Metallpartikeln (z. B. Edelstahl, Bronze oder Kupfer) und einem thermoplastischen Bindemittel besteht. Dieses Filament wird in einem FDM/FFF-Drucker verwendet, um das Bauteil Schicht für Schicht zu drucken. Das gedruckte Objekt hat zu diesem Zeitpunkt bislang nicht die Eigenschaften eines echten Metallteils, da das Bindemittel (oft ein Kunststoff wie PLA oder ein spezielles Polymer) die Metallpartikel zusammenhält.
Das Ergebnis des Druckvorgangs ist ein grünes Teil (so genannt, weil es weiter verarbeitet werden muss), das eine relativ geringe Dichte und Festigkeit aufweist, da der Kunststoffanteil noch immer präsent ist.
2. Entbinden (Binden)
Nach dem Drucken wird das "grüne" Metallobjekt einem ersten Prozess unterzogen, der als Entbinden bezeichnet wird. Dabei wird das Bindemittel (der Kunststoff) entfernt, typischerweise durch Erhitzen des Teils in einem speziellen Entbindungsofen. Bei dieser Temperatur beginnt der Kunststoff zu schmelzen oder zu verdampfen, und die Metallpartikel werden freigelegt.
Der Entbindungsprozess ist entscheidend, da ein vollständiges Entfernen des Kunststoffs notwendig ist, um Platz für die Metallpartikel zu schaffen, damit sie im nächsten Schritt des Sinterns miteinander verschmelzen können. Der Entbindungsprozess kann einige Stunden bis zu mehreren Tagen dauern, abhängig von der Größe und der Komplexität des Teils sowie von der Art des verwendeten Bindemittels.
3. Sintern
Nachdem das Bindemittel entfernt wurde, wird das Metallteil einem Sintern-Prozess unterzogen. Das bedeutet, dass das Objekt in einem Hochtemperaturofen auf eine Temperatur erhitzt wird, die unterhalb des Schmelzpunkts des Metalls liegt, aber hoch genug ist, damit die Metallpartikel miteinander verschmelzen und zu einer festen, dichten Struktur zusammenwachsen.
Sinternstemperatur: Die Temperatur liegt typischerweise bei etwa 80–90 % des Schmelzpunkts des verwendeten Metalls, was für Edelstahl z.B. etwa 1300–1400 °C beträgt.
Prozess: Während des Sinterns bewegen sich die Metallpartikel aufgrund der hohen Temperatur näher zusammen, was zu einer Verschmelzung der Partikel führt. Dabei tritt eine diffusive Bindung auf, bei der Atome der benachbarten Partikel in eine gemeinsame Struktur übergehen. Der Prozess führt zu einer signifikanten Zunahme der Dichte und Festigkeit des Teils.
Porosität: Nach dem Sintern verbleibt eine gewisse Porosität im Material, da nicht alle Metallpartikel vollständig miteinander verschmelzen können. Diese Porosität ist bei manchen Anwendungen akzeptabel, während sie in anderen Fällen durch Nachbearbeitung (z. B. eine weitere Dichtungsbehandlung oder durch Verguss) reduziert werden kann.
4. Abkühlen und Nachbearbeitung
Nach dem Sintern wird das Teil langsam abgekühlt, um Spannungen und Verformungen zu vermeiden. Das sinterte Metallteil hat jetzt die mechanischen Eigenschaften eines echten Metallteils, einschließlich der Festigkeit, Dichte und Temperaturbeständigkeit, die für viele industrielle Anwendungen erforderlich sind.
In vielen Fällen ist das gesinterte Metallteil jedoch nicht sofort vollständig funktional. Es kann notwendig sein, es weiter zu bearbeiten, um die gewünschte Oberfläche oder Form zu erreichen:
Schleifen oder Polieren: Um die Oberfläche zu glätten oder die Oberflächenqualität zu verbessern.
Wärmebehandlungen: Für eine höhere Festigkeit oder Härte (z. B. Härten oder Anlassen).
Oberflächenveredelung: Zum Beispiel galvanisches Beschichten oder Eloxieren, um Korrosionsbeständigkeit oder eine ästhetische Oberfläche zu erreichen.
5. Verwendung von Metallfilament
Metallfilamente werden hauptsächlich für Prototyping, Endverbrauchsteile oder spezialisierte Anwendungen verwendet, bei denen die Eigenschaften von Metall erforderlich sind. Die häufigsten Anwendungen umfassen:
Werkzeuge und Maschinenbauteile
Schmuck und Kunstobjekte
Funktionale Teile in der Automobil- und Luftfahrtindustrie
Spezialisierte Komponenten in der Elektronik und Medizintechnik
Vorteile des Sinterns von Metallfilament:
Kostengünstige Herstellung: 3D-Druck mit Metallfilament bietet eine kostengünstigere Methode für die Herstellung von Metallteilen im Vergleich zu herkömmlichen Metallverarbeitungsverfahren wie Gießen oder Fräsen, insbesondere bei kleinen Stückzahlen oder komplexen Geometrien.
Designfreiheit: 3D-Druck ermöglicht die Herstellung komplexer, unregelmäßiger Geometrien, die mit traditionellen Fertigungstechniken nur schwer oder gar nicht möglich wären.
Geringere Materialverschwendung: Im Vergleich zu Fräsen oder Gießen wird bei der Herstellung von Metallteilen durch 3D-Druck nur wenig Material verschwendet.
Nachteile des Sinterns von Metallfilament:
Porosität: Sintern führt oft zu einer gewissen Porosität im Material, was die Festigkeit und Dichte des Endteils beeinträchtigen kann. Je nach Anwendung müssen möglicherweise zusätzliche Schritte unternommen werden, um diese Porosität zu minimieren.
Kosten und Zeitaufwand: Der gesamte Prozess, von der 3D-Druckphase bis hin zum Entbindungs- und Sinternprozess, kann zeitaufwendig und kostenintensiv sein, insbesondere bei größeren oder komplexeren Teilen.
Druckvorbereitung: Der Druck von Metallfilamenten ist anspruchsvoll und erfordert spezielle 3D-Drucker mit einem robusten Hotend und einer beheizten Druckplatte. Auch das Sintern erfordert spezialisierte Öfen, was den Einstiegspreis für den metallischen 3D-Druck deutlich erhöht.
-
Beim 3D-Druck mit Resin (also flüssigem, lichtempfindlichem Harz) gibt es eine Vielzahl von Resin-Varianten, die jeweils für unterschiedliche Anwendungen, Anforderungen und Drucktechniken optimiert sind. Diese Resine unterscheiden sich in ihren mechanischen Eigenschaften, ihrer Anwendungsvielfalt, ihrer Härtungsgeschwindigkeit und weiteren Faktoren wie Flexibilität oder Temperaturbeständigkeit. Hier ist eine Übersicht der gängigsten Resin-Varianten im 3D-Druck:
1. Standard-Resin (Allzweck-Resin)
Eigenschaften: Diese Resine sind die am häufigsten verwendeten Materialien im 3D-Druck und bieten eine gute Mischung aus Detailgenauigkeit, Oberflächenqualität und Druckgeschwindigkeit. Sie sind ideal für allgemeine Anwendungen und eignen sich besonders für Prototyping und Modelle.
Verwendung: Modellbau, Prototypen, visuelle Modelle, Schmuck, Architektur.
Vorteile:
Einfache Handhabung und gutes Druckergebnis
Breite Verfügbarkeit und günstiger Preis
Gute Oberflächenqualität
2. DLP-/LCD-Resin (High-Detail Resin)
Eigenschaften: Diese Resine sind speziell für DLP (Digital Light Processing) und LCD-basierte Drucker entwickelt, die eine höhere Auflösung und Detailtreue bieten. Sie bieten eine noch feinere Oberflächenqualität als Standard-Resin und sind für präzise Drucke geeignet.
Verwendung: sehr feine Details in Modellen, Miniaturfiguren, Schmuck, Zahntechnik.
Vorteile:
Höhere Detailgenauigkeit und bessere Oberflächenqualität
Ideal für Anwendungen, bei denen es auf Präzision ankommt (z.B. in der Zahntechnik und Schmuckherstellung)
3. Hochfestes Resin (Tough Resin)
Eigenschaften: Dieses Resin bietet hohe Schlagzähigkeit und Biegefestigkeit, was es zu einer ausgezeichneten Wahl für funktionale Teile macht, die ständigen Belastungen und mechanischen Kräften ausgesetzt sind. Im Vergleich zu Standard-Resin ist es weniger spröde und robuster.
Verwendung: Funktionale Prototypen, technische Bauteile, Testteile für mechanische Belastung.
Vorteile:
Hohe Festigkeit und Widerstandsfähigkeit gegen Stöße
Bessere Mechanik als Standard-Resin
4. Flexibles Resin
Eigenschaften: Dieses Resin ist elastisch und gummiartig und ermöglicht den Druck von flexiblen und dehnbaren Objekten. Es hat ähnliche Eigenschaften wie Gummi und ist in verschiedenen Härtegraden erhältlich, je nachdem, wie flexibel das Druckobjekt sein soll.
Verwendung: Dichtungen, Stoßdämpfer, flexible Modelle, Gummiteile, Handyhüllen.
Vorteile:
Hohe Elastizität und Flexibilität
Ideal für weiche, gummiartige Teile
Nachteile:
Schwerer zu drucken als Standard-Resin
Kann eine gewisse Neigung zu "Stringing" haben
5. Hitzebeständiges Resin (Heat-Resistant Resin)
Eigenschaften: Diese Resine sind so formuliert, dass sie hohen Temperaturen besser widerstehen können, ohne zu schmelzen oder ihre Festigkeit zu verlieren. Sie sind ideal für Anwendungen, bei denen die Teile hohen Temperaturen oder thermischen Belastungen ausgesetzt sind.
Verwendung: Bauteile für Motoren, Dichtungen, Teile, die im Maschinenbau oder in der Automobilindustrie verwendet werden.
Vorteile:
Sehr hohe Temperaturbeständigkeit
Stabilität bei hohen Temperaturen
Nachteile:
Schwieriger zu drucken als Standard-Resin
6. Druckresin für Medizin (Biokompatibles Resin)
Eigenschaften: Diese speziellen Resine sind biokompatibel, d.h. sie können für Anwendungen verwendet werden, bei denen der 3D-Druck mit medizinischen Geräten oder Implantaten in Kontakt mit dem menschlichen Körper kommt. Sie sind für den direkten Kontakt mit der Haut oder anderen Körpergeweben geeignet.
Verwendung: Zahntechnik (z.B. Zahnprothesen, -modelle), Orthesen, medizinische Modelle.
Vorteile:
Biokompatibilität
Sterilisierbarkeit
Nachteile:
Höhere Kosten im Vergleich zu Standard-Resin
7. Transluzentes (Transparentes) Resin
Eigenschaften: Dieses Resin kann in transparenten oder durchsichtigen Varianten kommen. Es ermöglicht die Herstellung von Objekten mit klarer, glasähnlicher Oberfläche, eignet sich jedoch auch für den Druck von durchsichtigen Modellen.
Verwendung: Beleuchtungskörper, optische Modelle, künstlerische Anwendungen, Modellbau.
Vorteile:
Glasklare Oberflächenqualität
Kann für lichtdurchlässige Bauteile wie Lampen oder Displays verwendet werden
Nachteile:
Benötigt sorgfältige Nachbearbeitung, um die Klarheit zu bewahren
8. Harz für Schmuck (Castable Resin)
Eigenschaften: Gießbares Resin ist speziell für den 3D-Druck von Schmuckmodellen und die anschließende Gussherstellung geeignet. Es hinterlässt nach der Verarbeitung keine Rückstände und kann leicht für die Herstellung von Metallformen in der Schmuckherstellung verwendet werden.
Verwendung: Schmuckherstellung, insbesondere für Lost-Wax-Gießen (Feingussverfahren).
Vorteile:
Kann für den Guss in Edelmetalle verwendet werden
Hinterlässt keine Rückstände oder Asche beim Sintern
Nachteile:
Teurer als Standard-Resin
9. Metallhaltiges Resin (Metal-Filled Resin)
Eigenschaften: Diese Resine bestehen aus einer Mischung von Metallpartikeln (z.B. Messing, Kupfer, Bronze) und einem Harz. Sie bieten eine metallähnliche Optik und Haptik und sind für dekorative oder funktionale Teile geeignet, bei denen das Aussehen von Metall gewünscht wird.
Verwendung: Schmuck, Kunstobjekte, Deko-Teile, mechanische Bauteile mit Metalloptik.
Vorteile:
Metalloptik und -haptik
Geeignet für dekorative Anwendungen
Nachteile:
Teurer als Standard-Resin
Es kann schwierig sein, Metall-Filamente im 3D-Druck zu verwenden, da die Maschinenabnutzung durch die Metallpartikel höher ist
10. Schnellhärtendes Resin
Eigenschaften: Dieses Resin härtet besonders schnell aus, was den Druckprozess beschleunigt. Es eignet sich für Anwendungen, bei denen Zeitersparnis wichtig ist, aber dennoch eine hohe Präzision gewünscht wird.
Verwendung: Prototyping, Modelle, schnelle Herstellung von Teilen.
Vorteile:
Sehr kurze Belichtungszeiten und schneller Druckprozess
Ideal für Anwendungen mit hohen Durchsatzanforderungen
Nachteile:
Kann eine geringere Oberflächenqualität haben als langsamer härtendes Resin
11. Epoxid-Resin
Eigenschaften: Epoxid-Resin bietet ausgezeichnete Haftungseigenschaften und ist besonders langlebig, robust und widerstandsfähig gegen viele Chemikalien. Es wird häufig in Anwendungen verwendet, bei denen zusätzliche mechanische Festigkeit und Beständigkeit gefragt sind.
Verwendung: Technische Prototypen, industrielle Bauteile, Modelle für mechanische Tests.
Vorteile:
Sehr robust und widerstandsfähig gegen Chemikalien
Gute mechanische Eigenschaften
Nachteile:
Kann teuer und schwieriger zu verarbeiten sein
-
ProduktbeschreibungDas Spritzgießen (Injection Molding) ist ein sehr effizientes und weit verbreitetes Fertigungsverfahren, das besonders bei der Serienproduktion von Kunststoffteilen zur Anwendung kommt. Die Rentabilität des Verfahrens hängt von verschiedenen Faktoren ab, aber die Menge der zu produzierenden Teile spielt eine entscheidende Rolle.
Ab welcher Menge lohnt sich Spritzgießen?
Im Allgemeinen gilt: Das Spritzgießen rechnet sich besonders ab mittleren bis großen Stückzahlen. Der Grund liegt in den hohen einmaligen Kosten für Werkzeug und Einrichtung (z. B. für die Herstellung der Spritzgießform), die sich mit zunehmender Produktionsmenge relativ schnell amortisieren. Eine grobe Richtzahl für die Rentabilität lautet:
Ab 10.000 bis 50.000 Stück pro Jahr kann Spritzgießen wirtschaftlich sinnvoll sein.
Ab 100.000 bis 1 Million Stück pro Jahr wird es in der Regel sehr rentabel, da die Stückkosten deutlich sinken.
Diese Zahl kann jedoch variieren, je nachdem, wie komplex das Produkt ist, welches Material verwendet wird, wie günstig die Herstellung der Form ist und wie schnell das Produkt produziert werden kann.
Warum lohnt sich Spritzgießen bei höheren Stückzahlen?
Hohe Produktionsgeschwindigkeit: Ein Spritzgießprozess kann sehr schnell sein. Ein einfaches Teil kann in wenigen Sekunden oder Minuten geformt werden, was zu einer hohen Produktionsrate führt. Ein Spritzgießwerkzeug kann mehrere tausend Teile pro Jahr produzieren, wodurch sich die Investition in die Form schnell amortisiert.
Geringe Stückkosten bei großen Mengen: Obwohl die Werkzeugkosten (Formkosten) hoch sind, sinken die Stückkosten mit zunehmender Produktionsmenge erheblich, da die Fixkosten auf eine größere Anzahl von Teilen verteilt werden. Dies macht Spritzgießen bei großen Mengen kostengünstiger als viele andere Fertigungsverfahren.
Automatisierbarkeit und Wiederholgenauigkeit: Der Spritzgießprozess ist hervorragend geeignet für die Automatisierung. Sobald das Werkzeug einmal eingerichtet ist, können viele Teile mit hoher Wiederholgenauigkeit und minimalem Arbeitsaufwand produziert werden. Das bedeutet, dass sich auch der Arbeitsaufwand mit steigender Menge verringert.
Skalierbarkeit: Spritzgießen eignet sich für die Skalierung. Wenn die Nachfrage nach einem Produkt steigt, kann die Anzahl der Maschinenläufe oder die Anzahl der Werkzeuge schnell angepasst werden, ohne die Produktionskosten proportional zu erhöhen.
Einflussfaktoren auf die Rentabilität:
Werkzeugkosten: Die Initialkosten für die Herstellung des Spritzgießwerkzeugs können je nach Komplexität des Teils und Material bis zu mehreren Tausend Euro betragen. Besonders komplexe Formen oder solche mit mehreren Kavitäten (also bei mehreren Teilen pro Zyklus) treiben diese Kosten in die Höhe. Einfache Teile mit geringem Komplexitätsgrad erfordern hingegen weniger Investitionen.
Materialkosten: Bei großen Mengen sinken die Materialkosten pro Einheit aufgrund von Skaleneffekten, vor allem, wenn Standardkunststoffe wie Polypropylen (PP) oder Polyethylen (PE) verwendet werden. Bei speziellen, teureren Materialien (z. B. thermoplastischen Elastomeren oder Hochleistungs-Kunststoffen) kann sich das Preisverhältnis ändern.
Teilekomplexität: Einfachere Teile mit weniger Details und ohne komplexe Funktionen wie unterbrochene Wände oder bewegliche Teile erfordern weniger aufwendige Werkzeuge und können schneller und kostengünstiger produziert werden.
Nachbearbeitungskosten: Auch die Nachbearbeitung des Spritzgießteils (z. B. Entgraten, Lackieren, Montieren) kann die Rentabilität beeinflussen. Einfache Teile, die direkt nach dem Spritzgießen verwendet werden können, sind günstiger als Teile, die aufwendig nachbearbeitet werden müssen.
Spezialisierte Produktionsanforderungen: Einige Produkte erfordern spezialisierte Materialien oder sehr präzise Fertigung. Diese können die Produktionskosten und die Rentabilitätsgrenze erhöhen.
-
Die-Casting von Aluminiumteilen ist ein Fertigungsverfahren, bei dem Aluminium in eine Form (die sogenannte Druckgussform) unter hohem Druck gegossen wird, um präzise und komplexe Teile herzustellen. Dabei wird das Aluminium zunächst geschmolzen und dann mit hohem Druck in eine metallische Form (meist aus Stahl oder Eisen) eingespritzt, die das fertige Bauteil in der gewünschten Form annimmt. Nach dem Abkühlen und Aushärten wird das Teil aus der Form entnommen.
Hauptmerkmale des Die-Casting-Verfahrens:
Hohe Präzision und Maßgenauigkeit: Durch den hohen Druck können sehr feine Details und enge Toleranzen erreicht werden, was die Herstellung komplexer Bauteile ermöglicht.
Hohe Produktionsgeschwindigkeit: Das Verfahren eignet sich besonders für die Serienproduktion von Aluminiumteilen, da es eine schnelle Herstellung großer Stückzahlen ermöglicht.
Geringe Materialverschwendung: Der Aluminiumverbrauch ist relativ gering, da das Material nur in der benötigten Menge gegossen wird.
Gute mechanische Eigenschaften: Aluminiumteile, die durch Die-Casting hergestellt werden, sind in der Regel leicht, aber dennoch stabil und haben eine gute Festigkeit und Korrosionsbeständigkeit.
Oberflächenqualität: Die Oberfläche der gegossenen Teile ist oft relativ glatt, was den Bedarf an Nachbearbeitung verringert.
Anwendungsbereiche:
Das Die-Casting-Verfahren wird häufig in der Automobilindustrie, der Elektronik, der Luft- und Raumfahrt sowie in der Konsumgüterindustrie eingesetzt. Typische Anwendungen umfassen Gehäuse, Motor- und Getriebeteile, Strukturkomponenten sowie Dichtungen und Verkleidungen.
Vorteile:
Hohe Fertigungsgenauigkeit und schnelle Produktion
Komplexe Geometrien möglich
Geringe Nachbearbeitung erforderlich
Gute Oberflächenqualität und Festigkeit
Nachteile:
Hohe Kosten für Werkzeug (insbesondere bei komplexeren Formen)
Begrenzte Materialvielfalt: Das Verfahren eignet sich hauptsächlich für Aluminiumlegierungen.
Die Die-Casting-Technologie bietet eine kostengünstige und effiziente Möglichkeit, hochpräzise Aluminiumteile in großen Stückzahlen zu fertigen, eignet sich jedoch aufgrund der hohen Anfangsinvestitionen und spezifischen Materialanforderungen besonders für die Serienproduktion.
-
Eine Finite-Elemente-Software (FE-Software) wird eingesetzt, um komplexe physikalische Probleme zu lösen, die mit traditionellen Berechnungsmethoden schwer oder gar nicht lösbar wären. Sie teilt ein Modell (z. B. ein Bauteil oder System) in kleine, einfache Teilbereiche (die sogenannten Finite Elemente) und berechnet für jedes dieser Elemente die physikalischen Größen (z. B. Spannungen, Verformungen, Temperaturverteilungen) unter verschiedenen Lasten und Bedingungen.
Die FE-Software hilft dabei, mechanische Belastungen, Wärmeübertragungen, Strömungen oder elektromagnetische Felder in komplexen Geometrien zu simulieren, ohne dass physische Tests notwendig sind. So können Ingenieure und Designer optimierte, fehlerfreie Konstruktionen entwickeln und die Leistung von Bauteilen unter realistischen Bedingungen vorab überprüfen. Typische Problemstellungen, die durch FE-Software gelöst werden, umfassen:
Stressanalyse (z. B. bei Bauteilen unter Druck, Zug oder Biegung)
Hitzefluss (z. B. Temperaturverteilungen in Maschinen)
Schwingungsanalyse (z. B. Ermittlung von Resonanzfrequenzen)
Strömungsmechanik (z. B. Simulation von Luft- oder Flüssigkeitsströmungen)
-
Die Herstellung von Schmiedeteilen aus Aluminium für Fahrradrahmen und -komponenten ist ein präziser und energieintensiver Prozess, der mehrere Schritte umfasst, um die gewünschten Eigenschaften der Teile wie Festigkeit, Leichtigkeit und Haltbarkeit zu erreichen. Während wir Biker zwar eine Schwäche für gefräste Bauteile aus Metall haben, so wird CNC-Bearbeitung ab einer gewissen Menge an Teilen oft unrentabel. Schmieden ist da deutlich rentabler. Zusätzlich ermöglicht der Vorgang, die Eigenschaften eines Bauteils über die entstehende (Kristall-)Struktur weiterhin positiv zu beeinflussen. Sieht nicht so hübsch aus, ist aber oft das, technisch betrachtet, bessere Verfahren:
1. Auswahl des Aluminiummaterials
Zu Beginn wird eine geeignete Aluminiumlegierung ausgewählt. Für Fahrradrahmen und -komponenten kommen häufig hochfeste Aluminiumlegierungen wie 6061 oder 7005 zum Einsatz, da sie gute mechanische Eigenschaften, Korrosionsbeständigkeit und Bearbeitbarkeit bieten.
Legierung 6061: Diese Legierung enthält Silizium, Magnesium und geringe Mengen von Kupfer, was sie ideal für Fahrradrahmen und -komponenten macht, da sie sowohl korrosionsbeständig als auch relativ leicht ist.
Legierung 7005: Diese Legierung enthält Zink und hat noch höhere Festigkeitseigenschaften, was sie für belastbare Fahrradkomponenten geeignet macht.
2. Gießen des Aluminiums
Das Aluminium wird in Form von Blöcken oder Barren gegossen, die später für das Schmieden verwendet werden. Der Gießprozess kann entweder durch Stranggießen (bei dem ein kontinuierlicher Block produziert wird) oder durch Blockgießen (bei dem größere, stabilere Gussformen verwendet werden) erfolgen.
3. Erhitzen des Aluminiums
Um die Schmiedbarkeit des Aluminiums zu gewährleisten, wird das Material auf eine bestimmte Temperatur erhitzt. Dieser Schritt ist entscheidend, da Aluminium bei höheren Temperaturen plastischer wird und leichter zu formen ist.
Temperaturbereich: Das Aluminium wird auf etwa 350 bis 500 °C erhitzt, je nach Legierung und gewünschter Form.
4. Schmieden
Das eigentliche Schmieden erfolgt in mehreren Schritten und kann entweder durch Gesenkschmieden (mit einer festen Form) oder Freiformschmieden (mit einem Hämmern oder Pressen) erfolgen. Bei beiden Verfahren wird das erhitzte Aluminium unter hohem Druck in die gewünschte Form gebracht.
Gesenkformschmieden: Dabei wird das Aluminium in eine formgebende Matrize gepresst, die die endgültige Form der Komponente vorgibt. Dies ist ein präziser und kontrollierter Prozess, der für komplexe Formen geeignet ist, wie sie bei Fahrradkomponenten erforderlich sind.
Freiformschmieden: Hierbei wird das Aluminium mit einem Hammer oder einer Presse bearbeitet, ohne dass eine feste Form verwendet wird. Dies kann zu einer geringeren Präzision führen, aber in manchen Fällen ist es für größere, weniger komplexe Teile ausreichend.
Durch das Schmieden wird das Material verdichtet, was seine Festigkeit und Dichte erhöht, und es erhält eine ausgeprägte Faserstruktur, die die mechanischen Eigenschaften verbessert.
5. Nachbearbeitung und Wärmebehandlung
Nach dem Schmieden müssen die Teile häufig weiter bearbeitet werden, um die gewünschte Genauigkeit und Oberflächenqualität zu erreichen.
Bearbeitung: Dies kann Fräsen, Drehen, Bohren und Schleifen umfassen, um die fertigen Komponenten in ihre endgültige Form zu bringen.
Wärmebehandlung: Die Schmiedeteile werden anschließend wärmebehandelt, um ihre Festigkeit und Zähigkeit zu optimieren. Für viele Aluminiumlegierungen ist ein Verfahren wie das Altern oder die Aushärtung notwendig, bei dem das Material auf hohe Temperaturen erhitzt und dann kontrolliert abgekühlt wird, um die Kristallstruktur zu verändern und die Festigkeit zu steigern.
6. Oberflächenbehandlung
Nach der Fertigung der Schmiedeteile ist eine Oberflächenbehandlung erforderlich, um Korrosionsbeständigkeit zu gewährleisten und das Aussehen zu verbessern. Übliche Verfahren sind:
Anodisieren: Bei diesem Verfahren wird eine dünne Schicht Aluminiumoxid auf der Oberfläche gebildet, die sowohl vor Korrosion schützt als auch die Optik des Teils verbessert. Außerdem kann das Aluminium in verschiedenen Farben eloxiert werden, um es ästhetisch ansprechender zu gestalten.
Pulverbeschichtung: Dies ist eine weitere Methode, bei der eine farbige oder schützende Kunststoffschicht auf das Aluminium aufgebracht wird, um es vor äußeren Einflüssen zu schützen.
7. Qualitätskontrolle und Endmontage
Die fertigen Schmiedeteile durchlaufen umfangreiche Qualitätskontrollen, bei denen ihre Festigkeit, Maßhaltigkeit und Oberflächenqualität überprüft werden. Nach bestandener Prüfung werden die Teile dann entweder direkt in den Fahrradrahmen eingebaut oder als einzelne Komponenten weiterverarbeitet.
Autor – Jens Staudt

Größe: 191 cm
Gewicht: 87 kg
Fahrstil: Mit seinem Race-Hintergrund sind die Linien geplant, auch wenn es mal rumpelt. Wenn möglich, werden Passagen übersprungen. Die ganze Breite eines Trails sollte man nutzen. Andere würden sagen – kompromisslos.
Motivation: Ein Produkt sollte sorgenfrei und möglichst lange funktionieren. Wenn man weniger schrauben muss, kann man mehr fahren. Er bastelt gerne und schaut, wie das Bike noch optimiert werden kann.